|
Эволюция технологии лазерной очистки анилоксов
Мы уже говорили о плюсах и минусах лазерной очистки анилоксов, сравнивали ультазвуковой и химический методы с современным лазерным способом очистки по технологии чистки анилоксов лазеров и высказывали свои соображения о недостатках устаревших технологий лазерной очистки. Сегодня мы готовы поделиться новым опытом в области лазерной очистки анилоксовых валов.
Довольно любопытной оказалась история лазерной очистки как таковой. В 1965 г. американский физик Артур Шавлов запатентовал «лазерный ластик». Пытаясь показать миру, что лазер может иметь не только военное применение, он провел эксперимент по удалению краски с поверхности бумаги, не повредив последнюю. Данный способ до сих пор используется для реставрации картин и предметов искусства. В 1972 г. группа ученых под руководством Джона Асмуса (Калифорнийский университет) занималась в Италии записью голограмм с поврежденных венецианских статуй. В ходе, работ к ученым обратился реставратор с жалобами на сложность очистки мрамора от загрязнений. Асмус, по сути, повторил эксперимент А. Шавлова, облучив темные загрязнения на белом мраморе. Сейчас Д. Асмус возглавляет крупнейшую организацию по лазерной реставрации культурных объектов. В 1980-х гг. лазерной очисткой воспользовались в IBM для удаления субмикронных загрязнений с поверхности кремния. С появлением более технологичных лазеров (уменьшение размеров, увеличение срока службы) области применения становятся менее экзотическими: ♦ в 1990-х гг. появляются способы удаления лакокрасочных покрытий с корпусов железнодорожных вагонов и самолетов. Стал экономически целесообразен способ удаления радиоактивных загрязнений с различных поверхностей; в 2003 г. в Англии лазерная очистка была применена для удаления с железнодорожного полотна упавших листьев. Лазерный источник был установлен на локомотив. Скорость очистки составила 32 км/ч. До этого очисткой рельсов каждую осень занималось 3 тыс. человек, вооруженных щетками; ♦ в 2014 г. в России оборудование для лазерной очистки анилоксов позволит занять в типографиях людей со щетками чем-то другим.
Немного практики. Нам удалось сравнить свой способ очистки со струйными (применительно к гофропроизводствам) и лазерными европейскими технологиями (применительно к «неболшим» валам). Струйная очистка гофроагрегатов имеет два недостатка: ♦ это по-прежнему в большинстве случаев ручная технология, а значит, о равномерности очистки говорить не приходится; ♦ сухой способ струйной очистки приводит к тому, что после очистки анилоксов необходимо около 8 ч производить очистку производства от пыли. Очистка анилоксов для гофропроизводств длиной от 1,8 до 4,2 м по технологии . работает по принципу очистки «небольших» анилоксов (до 1,5 м): ♦ процесс полностью контролируется с точностью юстировки и передвижения головки относительно вала до 100 мкм; • отходы после очистки отсутствуют. Стоит отметить, что существуют автоматические и
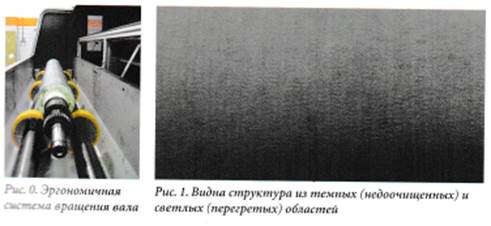
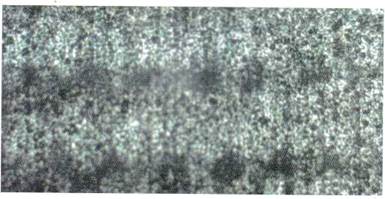
Рис. 2. Зона очистки с увеличением в 200 крат. Край анилокса, без ячеек. Темные и светлые области
Качественнее. Быстрее. Дешевле Три принципиальных отличия от устаревших технологий лазерной очистки: ♦ Качество. В предыдущей статье мы излагали теоретические соображения на тему плюсов и минусов устаревшей технологии лазерной очистки анилоксов из Европы. Коротко: плюсы технологии с медленно I вращающимся валом — в эргономичной и дешевой системе вращения валов. Минусы — в устаревшем, дорогом, требующем обслуживания лазерном источнике. В результате работы системы сканирования данного типа на поверхности вала остаются слегка неочищенные и перегретые области. То есть происходит I слишком сильное (либо недостаточное) перекрытие пятен лазера на поверхности вала. Ниже приведены фотографии вала, очищенного на оборудовании для I лазерной очистки анилоксов, произведенном в Европе. Мы сделали фотографии рабочей поверхности вала (рис. 1), а также фотографии с увеличением 200 крат поверхности вала, не покрытой ячейками (рис. 2). Здесь хорошо видны полосы от неравномерной очистки. Мы считаем, что такого типа артефакты на поверхности вала вряд ли будут видны на оттиске. Однако равномерно очищенным вал назвать нельзя. Мы также сделали фотографии рабочей поверхности анилокса при очистке по технологии . (рис. 3) и фотографии края анилокса, очистка по технологии , с увеличением в 200 крат. ♦ Скорость. По нашим расчетам (а если знать размер пятна, это сделать несложно) время глубокой очистки анилокса в технологии с медленно вращающимся валом составляет порядка 2 ч при длине рабочей поверхности вала 1360 мм. Время очистки одного вала длиной 1360 мм по технологии 38 мин. Очистка шести валов перед тиражом с учетом времени на снятие и установку вала — 4 ч. ♦ Экономия. Оборудование для лазерной очистки анилоксов по технологии . не требует ни трехфазной электросети, ни водяного охлаждения. В установке нет никаких расходных материалов. Срок непрерывной работы лазерного источни ка шесть лет. Мы прогнозируем окупаемость оборудования в течении трех лет в типографии с парком анилоксов около 100 штук за счет снижения затрат на химию, расходов пигмента, увеличения срока службы валов. Компания является владельцем технологии и производителем оборудования для безопасной лазерной очистки по технологии. Отвечаем за свои слова Прежде чем выйти на рынок очистки анилоксов, мы должны были убедиться, что технология, которую мы разработали, является безопасной для любых типов анилоксовых валов. Система диагностики, которую мы использовали для своих целей, стала одним из главных конкурентных преимуществ нашей технологии. Мы — единственная компания по очистке, которая предоставляет фотографии ячеек (донышки, перемычки) с увеличением до 450 крат до и после очистки. Также мы производим измерение линиатуры и краскопереноса вала. Наша компания — единственная компания, которая может отследить по фотографиям состояние анилоксов клиентов после четырех лет постоянной очистки. Мы несем юридическую ответственность за сохранность керамической поверхности валов после лазерной очистки. Возможно, поэтому нам доверили очищать весь парк своих анилоксов 6 из 10 крупнейших типографий России. А всего нашей технологией пользуются более 140 производств. Ежегодная очистка. Мнения Многие специалисты в области флексографии считают, что ежегодная очистка анилоксов не имеет смысла, так как анилокс за 2-3 месяца накапливает на донышках ячеек постоянное количество загрязнений, которое обусловлено режимами печати, используемыми красками, системой ежедневной очистки.
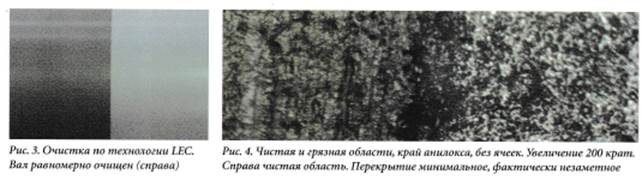
Рис. 3. Очистка по технологии. Вал равномерно очищен (справа)
Рис. 4. Чистая и грязная области, край анилокса, без ячеек. Увеличение 200 крат. Справа чистая область. Перекрытие минимальное, фактически незаметное
Специалисты компании . не согласны с данным утверждением: ♦ мы совершаем повторные очистки всего парка анилоксов в крупных компаниях. Срок между очистками от 9 до 14 месяцев. Наш опыт показывает, что анилоксы, которые не подвергались глубокой очистке лазером, очищаются гораздо сложнее (заставляют нас применять более мощные режимы очистки), чем анилоксы, которые хотя бы раз очищались лазером (в этом случае мы используем более простые режимы очистки); ♦ на донышках ячеек валов, которые никогда не подвергались глубокой лазерной очистке, могут накапливаться загрязнения, которые «каменеют». Краскоперенос вала при этом снижается безвозвратно; ♦ на всех заказах мы ведем документацию по номерам валов. Дополнительно на каждом валу, с края, в нерабочей области, мы оставляем ряд из 10-15 ячеек, по которым легко можно отличить вал, очищенный лазером, от грязного вала. Неочищенные ячейки всегда более темные. Печатнику легче сориентироваться. Приезжая на повторные заказы через год, мы наблюдаем оставленную нами полосу. Разница заметна визуально и подтверждается измерениями. Это говорит о том, что ячейки анилокса за год забиваются гораздо меньше, чем за 2-3 года. Поэтому типографиям с количеством валов меньше 60, которым покупать наше оборудование экономически нецелесообразно, мы рекомендуем производить глубокую лазерную очистку не реже 1 раза в год. Либо, что более правильно, отслеживать изменения краскопереноса по тестовым оттискам и прибегать к услугам очистки при значительном снижении краскопереноса. Еженедельная очистка. Правила идеальной печати Есть мнение, что хороший оттиск формируется при соблюдении следующих четырех правил: качественное цветоделение и его корректная передача на формный цилиндр; чистота красочной системы и анилоксовых валов; должным образом подготовленная краска; квалификация участников процесса. Мы считаем, что использовать в типографии абсолютно чистый анилокс к каждому тиражу — мечта любого производства. Это стало возможным, когда мы создали ., быстрый и безопасный способ лазерной очистки. Сегодня мы гарантируем возможность еженедельной очистки валов на своем оборудовании. . — одно из четырех правил идеальной печати. Ежедневная
очистка. Нас часто спрашивают: «Вы видели много производств, подскажите, каким средством нужно пользоваться, чтобы поддерживать ячейки в идеальном состоянии?». Ответ слишком прост, чтобы в него поверить. Мы видели только три из 140 производств, на которых мы работали, с валами, близким к идеалу (минимальные загрязнения). При этом средства для очистки там были те же, что и на остальных производствах.
|

 Высечное
Высечное

