Полуавтоматическая флексографская печатная просекально-рилевочная машина
BYKM–III 940×1600

Руководство пользователя
Смотрите также нашу страничку в Интернете: www.AtlasFlex.ru
Содержание стр.
1. Общее описание 3
2. основные параметры 3
3. Устройство и регулировки 4
3.1. Секция подачи картона 4
3.2. Секция печати 5
3.3. Просекально-рилевочная секция (секция слоттинга) 9
3.4. Секция ротационной врубки 11
4. Инструкция по вспомогательным элементам 12
5. Техническое обслуживание 13
6. Памятка по эксплуатации 13
7. Электрическая схема 14
Требование безопасности
К установке, запуску и работе с флексографской машиной допускается только высококвалифицированный специально обученный персонал. В противном случае это может привести к серьёзным травмам и поломке оборудования.
1. Общее описание
Модель BYKM II-940x1600 представляет собой флексографскую печатную и просечную машину, используемую для выполнения технологических процессов печати, рилевки, просечки, обрезки углов и пробивки отверстий в гофрированном картоне состоящем из 3 слоев, 5 или 7 слоев; она также легко может быть доукомплектована секциями для одноцветной, двухцветной, трехцветной и четырехцветной печати, ротационной вырубки и укладки бумаги в стапель в соответствии с потребностями заказчика. Для обеспечения быстрого и удобного доступа к узлам флексографской печатной машины (для установки, замены, чистки печатной формы, регулировки ножей, проведения технического обслуживания и т. д.) секции могут перемещаться по неподвижным направляющим, соединяться и блокироваться между собой при помощи пневмозамков. Для простоты эксплуатации и повышения производительности флексографской печатной машины главный электродвигатель установлен в секции подачи.
2. основные параметры
|
Максимальная механическая скорость |
75 листов в минуту |
|
Макс. размер подаваемого картона |
940×1600 мм |
|
Макс. площадь печати |
920×1500 мм |
|
Мин. размер подаваемого картона |
340×650 мм |
|
Минимальная ширина слоттинга |
170 мм |
|
Максимальная глубина просечки |
300 мм |
|
Стандартная толщина флексоформы с подложкой |
7,2 мм |
|
Толщина гофрокартона |
2,5~12 мм |
|
Точность просечки |
+/-1,0 мм |
|
Точность печати |
+/-0,5 мм |
|
Общая мощность |
10 кВт |
|
Общий вес |
9000 кг |
3. Устройство и регулировки флексографской машины
3.1. Секция подачи картона
Секция является полуавтоматической с цепным приводом. Состоит из стола и протяжного устройства. Максимальная скорость подачи может достигать 75 листов в минуту (зависит от формата листа и квалификации оператора). Секция имеет простую конструкцию, стабильную и точную подачу, сокращает количество отходов, так как может работать с поведённой заготовкой.
Секция соединяется с печатной, на которой имеется протяжное устройство. Верхний вал имеет передвижные ролики с накаткой, а нижний вал сплошной хромированный с накаткой. Регулировка зазора между протяжными валами осуществляется эксцентриком, который приводится в движение посредством внешней червячной передачи . При нормальной работе величина зазора должна составлять примерно на 1-0,5 мм меньше, чем толщина картона.
3.1.1. Параллельная установка протяжного устройства подачи картона во флексографской печатно-слоттерной машине
 Причина подачи картона с перекосом может быть в не
параллельности между валиком подачи картона и валиком с насечкой.
Причина подачи картона с перекосом может быть в не
параллельности между валиком подачи картона и валиком с насечкой.
Ослабьте 4 винта M10 при помощи торцевого ключа.
Фото 1.
 Поворачивайте рукоятку соответствующего червячного
колеса, пока зазор слева и справа не будет одинаковым (вставьте одинаковую по толщине
бумагу справа и слева между валами, слегка зажмите и потяните сопротивление
должно быть одинаковое) и окончательно затяните винты.
Поворачивайте рукоятку соответствующего червячного
колеса, пока зазор слева и справа не будет одинаковым (вставьте одинаковую по толщине
бумагу справа и слева между валами, слегка зажмите и потяните сопротивление
должно быть одинаковое) и окончательно затяните винты.
Фото 2.
Боковой ограничитель следует устанавливать на стол таким образом, чтобы для одной стороны картона он являлся опорной точкой.
3.2. Секция печати
Печатная секция флексографской машины состоит из формного цилиндра, анилоксового вала, дозирующего (резинового) вала, устройства протяжки, прижимного вала и пульта управления.
Положения формного цилиндра показывает диаграммный диск.
Печатный цилиндр изготовлен из качественной стали, для удобства приладки на него нанесена разметочная сетка, вал хромирован, для износостойкости и долговечности, а также предотвращения коррозии.
В зависимости от комплектации флексографской печатной машины печатные цилиндры могут быть двух типов:
1. С системой быстрого крепления клише при помощи фартука (в цилиндр встроено устройство зацепления и натяжения).
2. Без системы крепления (цилиндр не имеет никаких пазов, вырезов и др., есть только разметка).
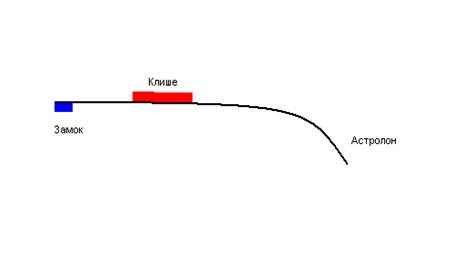 Рассмотрим систему крепления клише при помощи фартука.
Фартук состоит из плёнки (астролона) и замка, который крепиться на край
астролона по всей длине с обратной стороны (не сторона приклейки клише) при
помощи заклёпок, скоб или клея.
Рассмотрим систему крепления клише при помощи фартука.
Фартук состоит из плёнки (астролона) и замка, который крепиться на край
астролона по всей длине с обратной стороны (не сторона приклейки клише) при
помощи заклёпок, скоб или клея.
На противоположном краю ставятся монтажные заклёпки (люверсы) для крепления натяжных лент. Фартук размещается на монтажном столе, где на него и монтируют клише в нужных местах с помощью скотча или клея. Замок готового фартука укладывают в паз на устройстве натяжения и слегка поворачивают вал устройства так, чтобы замок скрылся. Заднюю часть фартука крепят с помощью специальной монтажной натяжной ленты или монтажного влагостойкого скотча. Если натяжение делается при помощи натяжных лент, то расстояние, через которое натянута лента, должна превышать её длину вдвое. При использовании монтажного скотча натяжка фартука производиться натяжным устройством, для этого достаточно провернуть вал натяжного устройства. Размеры планки для замка 3×10мм.
Без системы крепления, монтаж клише производится либо сразу на цилиндр или через астролон с помощью двухстороннего скотча. Этот способ крепления очень трудоёмок и неудобен, а также требует большого опыта, при этом увеличивается время приладки и процент брака.
3.2.1. Рекомендации по применению флексографской печатной формы (клише) во флексографской машине
Для машин этой серии рекомендуемая толщина клише с подложкой 7,2мм.
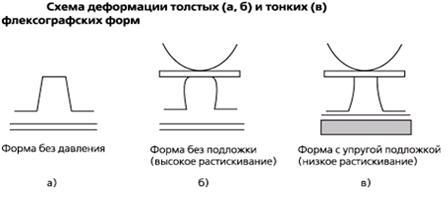
Высокое качество изображения, получаемое при печати с тонких флексографских форм, делает их выбор для прямой печати на гофрированном картоне весьма привлекательным. Тонкие флексографские формы могут иметь, к примеру, толщины 2,54; 2,84; 3,18 мм и позволяют получать хорошую плотность печати с малым растискиванием. Такие элементы, как тонкий шрифт при выворотке, остаются незапечатанными. Еще один положительный фактор — уменьшение эффекта «стиральной доски».
Явление растискивания — увеличения площади печатного элемента — большей частью вызвано деформацией поверхности формы. Хотя краска переносится при очень низком давлении в зоне печатного контакта, мягкая флексографская пластина слегка деформируется и сжимается. Это приводит к растискиванию на запечатываемом материале.
Толстые печатные формы (3,94-6,35 мм) обычно мягче, чем тонкие (2,54-3,18 мм), поэтому деформируются больше и растровые точки сдавливаются, а растискивание увеличивается. Избыточное давление поглощается поверхностью мягкой толстой формы.
Тонкие флексографские формы отличаются большей твердостью (46-58 ед. по Шору), поэтому их комбинируют с мягкой и гибкой прокладкой из вспененных материалов. Такая прокладка компенсирует избыточное давление путем перераспределения деформации от более твердой формы к мягкому подслою, где и происходит основная деформация.
При использовании данной технологии, печатающие элементы на тонкой форме деформируются меньше, чем на толстой. Растискивание значительно уменьшается, если используется прокладка толщиной более 2 мм.
 Тонкие твердые пластины более устойчивы к сжатию, чем
мягкие (толстые). При использовании такой пластины растискивание будет ниже.
Однако мягкие пластины отличаются более качественным запечатыванием плашек.
Тонкие твердые пластины более устойчивы к сжатию, чем
мягкие (толстые). При использовании такой пластины растискивание будет ниже.
Однако мягкие пластины отличаются более качественным запечатыванием плашек.
С помощью планетарного дифференциального механизма положение цилиндра может меняться на 360˚ (продольная приводка). Положение также может легко настраиваться при движении флексографской печатной машины. Поперечная настройка цилиндра регулируется вручную и для удобства имеет шкалу.
Зазоры между валами и цилиндром регулируються с помощью эксцентриков с червячной передачей находящейся с внешней стороны флексографской печатной машины. Для удобства на каждой червячной передачи имеется шкала.
3.2.2. Установка положения пластины печатной формы

Печатная полимерная форма Отпечаток на гофрокартоне
3.2.3. Установка равномерного давления при печати во флексографской машине
 Разная интенсивность краски может быть вызвана не
параллельностью печатного вала относительно формного цилиндра.
Разная интенсивность краски может быть вызвана не
параллельностью печатного вала относительно формного цилиндра.
Для устранения отвинтите 4 винта M10 (смотри фото 3) при помощи торцевого ключа, поворачивайте рукоятку соответствующего червячного колеса (смотри фото 2), пока зазор слева и справа не будет одинаковым (вставьте 8мм щупы справа и слева между валами) и окончательно затяните винты.
Фото 3.
3.2.4. Настройка параллельности между протяжными роликами во флексографской машине
Неправильная подача бумаги может быть вызвана не параллельностью между протяжными роликами.
 Для устранения отвинтите 4 винта M10 (смотри фото 4) при помощи торцевого ключа.
Для устранения отвинтите 4 винта M10 (смотри фото 4) при помощи торцевого ключа.
Поворачивайте рукоятку соответствующего червячного колеса (смотри фото 2), пока зазор слева и справа не будет одинаковым (вставьте одинаковую по толщине бумагу или 8мм щупы справа и слева между валами, слегка зажмите и потяните сопротивление должно быть одинаковое) и окончательно затяните винты.
Фото 4.
Этот же метод может использоваться для регулировки: устройства для пробивки отверстий; параллельности верхнего и нижнего печатных валов; параллельности верхнего и нижнего цилиндров подачи бумаги; параллельности печатного вала и формного цилиндра; параллельности верхнего и нижнего вырубных цилиндров.
3.2.5. Установка параллельности резинового и анилоксового вала во флексографской машине
Количество краски с обоих концов анилокса может различаться из-за не параллельности между резиновым и анилоксовым валом.
 Для регулировки отвинтите 4 винта M10 (смотри фото 5) при помощи торцевого ключа.
Для регулировки отвинтите 4 винта M10 (смотри фото 5) при помощи торцевого ключа.
Поворачивайте рукоятку соответствующего червячного колеса (смотри фото 2), пока зазор слева и справа не будет одинаковым (для измерения зазоров между правыми и левыми концами валов используйте астролон), и затяните винты.
Фото 5.
Особое внимание: Тщательно очистите анилоксовый вал и ослабляйте давление между резиновым и анилоксовым валом во время длительных остановок и в конце каждой работы.
3.2.6. Установка параллельности между анилоксовым валом и формным цилиндром во флексографской машине
Количество краски с обоих концов формного цилиндра может различаться из-за не параллельности анилоксового вала и формного цилиндра.
Для регулировки, с помощью регулировочных болтов слева и справа отрегулируйте одинаковый зазор (вставьте 8мм щупы справа и слева между валами) и окончательно затяните гайки.
3.2.7. Регулировки усилия подъема анилоксового ролика
 Анилоксовый вал не может подниматься быстро, или
подъем обоих концов может быть не синхронен из-за малого усилия подъемной
пружины, или усилие правой и левой пружины не одинаковы.
Анилоксовый вал не может подниматься быстро, или
подъем обоих концов может быть не синхронен из-за малого усилия подъемной
пружины, или усилие правой и левой пружины не одинаковы.
Для настройки затягивайте гайку (смотри фото 6), увеличивая усилие пружины, пока оба конца анилоксового ролика не будут подниматься синхронно.
Фото 6.
3.2.8. Нет накатывания краски на анилоксовый ролик
Воздушный цилиндр не включается в обычном рабочем состоянии, анилоксовый ролик не опускается и форма не покрывается краской.
Причиной может быть то, что пневматическая цепь не проводит, или давление воздуха слишком низкое.
Проверьте проводимость пневматической цепи;

 Проверьте по манометру (смотри фото 7 и 8), нормальное
рабочее давление 0,6~1MПa, при необходимости, установите нормальное давление.
Проверьте по манометру (смотри фото 7 и 8), нормальное
рабочее давление 0,6~1MПa, при необходимости, установите нормальное давление.
Фото 7. Фото 8.
 Проверьте, не поврежден ли соответствующий соленоидный
клапан (смотри фото 9)
Проверьте, не поврежден ли соответствующий соленоидный
клапан (смотри фото 9)
Если индикаторная лампа включена:
Нажмите красную кнопку соленоидного клапана отверткой, чтобы проверить, включился ли цилиндр.
Замените соленоидный клапан (катушку).
3.3. Просекально-рилевочная секция (секция слоттинга) флексографской машины
Она состоит из рилевочных дисков, просечных дисков отрезных ножей. На просечных дисках, состоящих из внутреннего и наружного дисков, крепятся просечные ножи и ножи для обрезки клеевого клапана. Дифференциальный планетарный шестеренный механизм, используемый в просекальном блоке, аналогичен по конструкции механизму печатного блока и положение просечных дисков может регулироваться во время работы на 360˚. Порядок регулировки зазора на толщину заготовки этого механизма аналогичен порядку регулировки блока подачи картона. Регулировка на толщину картона производится вручную, т.е. выполняется одновременная регулировка четырех резаков. Настройка совмещения рилевки и просечки выполняется вручную с помощью эксцентричных винтов расположенных на направляющих рилевочных дисков. Регулировка производиться для каждого диска отдельно.
3.3.1. Регулировка интервала просечки
Регулировка интервала просечки выполняется посредством передвижения рилевочных и просечных дисков по направляющим или по валам, в зависимости от комплектации флексографской печатной машины при помощи электромеханического привода либо вручную.
3.3.2. Регулировка высоты короба
Процесс просечки производится при помощи смещения переднего резака относительно заднего, в зависимости от комплектации флексографской печатной машины при помощи электромеханического привода либо вручную.
Для электромеханического: в ходе регулировки электродвигатель и приводит в движение правую планетарную шестерню для включения четырех маленьких шестерен на стальном шестиугольном валу, которые вращают наружные кольца просекальных дисков, на которых расположены передние или задние просекальные ножи. При этом информация о величине перемещения указывается на цифровом дисплее.
3.3.3. Регулировка ножа для вырубки клеевого клапана
Нож для угловой обрезки (смотри фото 10) может не полностью прорезать картон или слишком быстро изнашиваться из-за не правильной установки.
Отвинтите винты крепления ножа, регулируйте регулировочный винт ножа для угловой обрезки, пока кромка ножа не коснется ответной части, зафиксируйте опору крепления ножа, произведите пробную резку и проверяйте результат резки, регулируйте пока бумага не будет отрезана.
Фото 10.
 3.3.4 Нижний прорезной нож флексографской машины
3.3.4 Нижний прорезной нож флексографской машины
Не качественный разрез картона может получаться из-за того, что кромка нижнего прорезного ножа серьезно повреждена (или верхний и нижний ножи не выровнены).
Отвинтите крепежные винты нижнего резака, поверните два нижних ножа на 180o, затем закрепите их таким образом, чтобы продлить срок их эксплуатации.
Фото 11.
Примечание 1: Следует уделить особое внимание на то, что верхние и нижние резаки должны быть хорошо выровнены, чтобы обеспечить нормальный срок эксплуатации лезвий при настройке зазора.
Примечание 2:При уменьшении зазора на толщину картона необходимо заново произвести настройку, предварительно заглубив ножи. В противном случае это приведёт к быстрому затуплению или поломке ножа.
3.4. Секция ротационной вырубки флексографской машины
 Секция состоит из двух цилиндров. На нижний вал
флексографской машины крепится ротационный вырубной штамп. Верхний вал является
ответным и покрыт бандажом. При настройке необходимо отрегулировать
глубину врезания ножей штампа в бандаж не более 0,5 мм.
Секция состоит из двух цилиндров. На нижний вал
флексографской машины крепится ротационный вырубной штамп. Верхний вал является
ответным и покрыт бандажом. При настройке необходимо отрегулировать
глубину врезания ножей штампа в бандаж не более 0,5 мм.
В процессе работы бандаж изнашивается. Для продления срока службы нужно менять расположение бандажа на валу.
Фото 12.
 Установите часть, которая не была изношена или была
слегка изношена, немного ниже положения вырубки (в соответствии с
действительным положением картона), установите наиболее изношенную часть
прокладки в нерабочей зоне.
Установите часть, которая не была изношена или была
слегка изношена, немного ниже положения вырубки (в соответствии с
действительным положением картона), установите наиболее изношенную часть
прокладки в нерабочей зоне.
Вбейте резиновую прокладку в щель цилиндра с помощью деревянного молотка, другой конец расположится вдоль поверхности цилиндра для выравнивания пазов, и окончательно забейте прокладку деревянным молотком . Фото 13.
3.4.1. Исправление резиновой прокладки
 Если вырубка не может быть выполнена, или разрез
выглядит грубым, резиновая прокладка слишком изношена.
Если вырубка не может быть выполнена, или разрез
выглядит грубым, резиновая прокладка слишком изношена.
Опустите вниз режущий нож, срежьте с прокладки 0,8~1,0мм ножом, начиная с торцевой поверхности верхнего цилиндра, затем включите основной мотор, включите вспомогательный мотор, чтобы обработать слой изношенной резиновой прокладки.
Фото 14.
 4. Инструкция по вспомогательным
элементамфлексографской машины
4. Инструкция по вспомогательным
элементамфлексографской машины
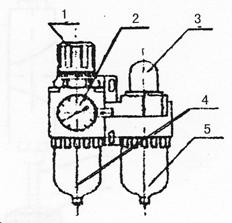
4.1. Водомаслоотделитель
Трехсекционный механизм отделения масла и воды состоит из клапана регулирования давления (1), манометра (2), ручки регулировки расхода (3), воздушного фильтра (4), распылителя масла (5).
Клапан регулирования давления используется для регулировки общего рабочего давления в пневмосистеме флексографской печатной машины. Нормальная величина давления составляет 5 кг/см2.
Фильтр используется для очистки сжатого воздуха. По завершении работы каждой смены необходимо удалить конденсат из стакана.
Распылитель масла используется для распыления смазочного масла в сжатый воздух для обеспечения смазки всех компонентов пневматической системы. Для увеличения расхода необходимо поворачивать ручку регулировки расхода смазочного масла в верхней части распылителя против часовой стрелки, а для уменьшения расхода – по часовой стрелке. В ходе эксплуатации следует периодически добавлять смазочное масло № 10.
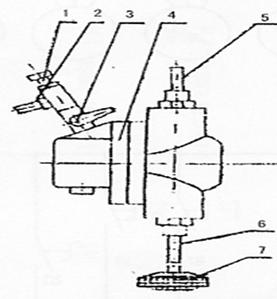 4.2. Мембранный насос
4.2. Мембранный насос
1) Регулировочный клапан давления;
2) Трубка подачи воздуха; 3) Вентиль;
4) Мембранный насос; 5) Трубка выпуска чернил; 6) Трубка подачи чернил; 7) Фильтр.
При подаче сжатого воздуха заслонка клапана (1) остается в открытом положении. В зависимости от требуемого количества чернил регулировочный клапан давления устанавливается на нужную величину. При обычной работе величина давления составляет 4 кг/см2.
Фильтр (7) должен постоянно обеспечивать нормальную работу, чтобы не допустить поступления посторонних веществ.
 По завершении каждого рабочего дня необходимо очистить
мембранный насос и систему подачи чернил и промыть их чистой водой.
По завершении каждого рабочего дня необходимо очистить
мембранный насос и систему подачи чернил и промыть их чистой водой.
При снятии насоса трубка подачи воздуха (2) должна сниматься при отключенном давлении воздуха.
Разборка и чистка мембранного насоса должна проводиться через каждые три месяца.
Фото 12.
Возможно несколько причин отсутствия подачи краски:
1. Пневматическая цепь не проводит. Проверьте, проводит ли пневматическая цепь, открыт ли мембранный насос.
2. Слишком низкое качество краски. Заправьте качественную краску.
3. Всасывающий патрубок мембранного насоса не опущен ниже уровня краски. Опустите ниже.
4. Мембрана мембранного насоса повреждена. 3амените мембрану (смотри фото 12).
 Примечание 1:
Ежедневно после окончания рабочего дня всегда удаляйте из компрессора
флексомашины сконденсированную воду. Если флексографская машина не используется
длительное время, удалите сжатый воздух из компрессора (смотри фото 13).
Примечание 1:
Ежедневно после окончания рабочего дня всегда удаляйте из компрессора
флексомашины сконденсированную воду. Если флексографская машина не используется
длительное время, удалите сжатый воздух из компрессора (смотри фото 13).
Примечание 2: Поддерживайте нормальный уровень масла в трех элементах пневматического устройства (сепаратора) в течение трех дней (смотри фото 8).
Фото 13.
5. Техническое обслуживание
5.1. Перед началом каждой смены наполните достаточным количеством смазки все смазочные отверстия подшипников, смажьте подходящим маслом рельсы.
5.2. После завершения работы очистите пол и удалите все отходы, промойте красочные секции, протрите поверхность флексографской печатной машины от воды и краски.
5.3. После каждой смены тщательно очистите от воды и масла водомаслоотделитель.
5.4. На столе подачи и главном двигателе не должно оставаться никаких материалов и предметов.
5.5. Отключайте электропитание флексографской печатной машины после окончания работы.
6. Памятка по эксплуатации
6.1. Смазывайте флексографскую печатную машину перед пуском, начальная скорость флексографской печатной машины должна быть минимальной, начинайте нормальный выпуск продукции после разгона флексографской печатной машины.
6.2. Избегайте попадания металлических предметов на стол подачи и на гофрокартон. Это может быть причиной повреждения оборудования.
6.3. Не допускайте накопления краски в стеклянной емкости над печатной секцией (красочный стакан). Большое количество краски может стать причиной повреждения емкости или стекания избыточной краски на флексографскую печатную машину.
6.4. Не допускайте попадание посторонних предметов или принадлежностей между резиновым валом и анилоксом. Попадание приведет к значительным повреждениям и скажется на качестве печати.
6.5. Давление между резиновым валом и анилоксом не должно быть слишком большим, т. к. на большой скорости работы флексографской печатной машины это приведет к повреждению резинового вала.
6.6. Перед окончанием рабочей смены тщательно очистите красочный стакан и резиновый вал. Разведите резиновый вал и анилоксовый вал для предотвращения деформации.
6.7. Просечные ножи должны быть тщательно выровнены с ответной канавкой для предотвращения их взаимного касания и повреждения.
6.8. Предотвратите и удаляйте попадание пыли, грязи и масла на просечные и рилевочные ножи. Это облегчит настройку.
6.9. Не старайтесь поменять параметры после настройки оборудования конвертором и PLC с ЖК монитором (при наличии) если все параметры были уже заданы.
6.10. Во время гарантийной эксплуатации при обнаружении проблем работы флексографской печатной машины, особенно в главном двигателе, незамедлительно информируйте поставщика оборудования. Не старайтесь ремонтировать своими силами, в противном случае это может стать причиной отказа в гарантии.
6.11. При регулировке скорости работы всей флексографской печатной машины увеличивайте или уменьшайте скорость плавно и аккуратно, избегайте резких изменений для предотвращения повреждений.
6.12. При разведении валов с режущими ножами старайтесь не разводить их сильно, т. к. это может привести к механическим повреждениям.
7. Электрическая схема