4.4. Регулировка движущегося запечатываемого во флексографской машине полотна в боковом направлении
Соответствие оттиска оригиналу по оптической плотности и точное совмещение их в продольном направлении не являются исчерпывающими показателями его качества. Последовательно наносимые краски на оттиске должны точно совпадать друг с другом и в поперечном направлении. Если направляющие и протяжные валы (включая печатные и формные валы) установлены без перекосов, то однажды выровненное в боковом направлении полотно достаточно долго (на достаточно длинном отрезке своего пути) движется далее стабильно (без серьезных отклонений в боковом направлении).
Поэтому для приводки печати в боковом направлении перемещают формные валы в этом направлении, принимая за базовое положение расположение одного из них. Экономически оправданным до сих пор является также ручное или полуавтоматическое (электродвигателем) управление боковой приводкой красок при печати на флексомашинах малого формата.
Задача автоматических систем регулировки бокового положения полотна заключается в обеспечении его стабильного (без недопустимых отклонений ленты из стороны в сторону по ширине машины) положения перед входом в первую печатную секцию и перед намоткой его в роль, а в комбинированных машинах — и перед входом ленты в соответствующий технологический блок машины. Эта задача в рулонных печатных машинах, в том числе флексографских, решается путем бокового перемещения полотна материала относительно блока рабочих частей флексографской машины.
Наибольшую популярность получило регулироаание по боковой кромке (регулирование с измерением положения боковой кромки ленты). Чаще всего датчики ставят по обеим сторонам-краям полотна, задачей регулирующего органа в этом случае является — не допускать смещения полотна в сторону от положения, ограниченного данными датчиками. Также имеются регулирующие устройства, которые постоянно поддерживают одну из сторон полотна относительно стенки флексографской машины. Как уже отмечалось, системы регулирования бокового положения полотна можно устанавливать сразу после системы размотки флексомашины или перед первой ее печатной секцией, а в случае большого пути полотна на данном участке — ее можно постаивть в обоих участках флексомашины. Также, такая система равнения устанавливается перед системой намотки или же в самом намоточном узле.
4.4.1. Датчики краевого - бокового положения полотна на флексографских печатных машинах
Одним из элементов системы регуляции является датчик положения боковой кромки. Замеренное датчиком значение сравнивается с заданным номинальным положением боковой кромки ленты, а затем в соответствии с величиной разности фактического и номинального положения кромки регулятор устраняет появившееся по тем или иным причинам отклонение боковой кромки.
Давно разработаны унифицированные блоки регуляторов различных технологических процессов. Задача проектировщика этих систем заключается в выборе типовых элементов, их комплектовании в единую систему регулирования (в зависимости от индивидуальных свойств объекта регулирования) и расчете параметров ее настройки из условия устойчивости, быстродействия и точности регулирования.
Для контроля за краем полотна (боковой кромкой) используют пневматические, гидравлические, огпические, фотоэлектрические или комбинированные датчики.
Из числа фотоэлектрических датчиков чаще всего исггользуются фотоэлементы, реагирующие изменением тока в их цепи при изменении их освещенности. В последнее время используются инфракрасные фотоэлементы, устойчивые к световым помехам. Пo сравнению с пневматическими и гидравлическими датчиками фотодатчики являются практически безынерционными (бьгетрореагирующими) элементами. Однако они имеют и недостаток — чувствительны к загрязнениям и должны быть защищены от них. В этом смысле пневматические датчики имеют преимущество. Механический датчик (щуп) может быть использован в том случае, если кромка лентьг жесткая и прочная (например, кромка картонной ленты).
Гидравлический датчик так же прост, как и пневматический.
В усилительных и исполнительных механизмах также используются ггневматика, гидравлика и электромеханика. Из электродвигателей предпочтение отдается двигателям постоянного тока.
Простейшим пневматическим датчиком является струйно-мембранный датчик. Он содержит сопло малого диаметра, в которое подается сжатый воздух, и полый цилиндр, дно которого представляет собой мембрану, а верхняя крышка имеет отверстие с диаметром, равным диаметру внутреннего отверстия сопла. Сопло установлено напротив отверстия в мембранном цилиндре с зазором, большим толщины лешы. Если это отверстие полностью перекрыто лентой, то сжатый воздух не попадает в полость цилиндра. Если же лента сместилась в боковом направлении, то отверстие хотя бы частично не перекрывается лентой и сжатый воздух попадает в полость цилиндра; давление в ней повышается, из-за чего мембрана прогибается вниз. Например, в релейных регуляторах прогнутая мембрана замыкает электрические контакты и включает двигатель, ко торый перемещает лету до тех пор, пока она не перекроет отверстие. Тогда сжатый воздух из сопла перестанет попадать в полость мембранного цилиндра, давление в нем уменьшится, центр мембраны снова поднимется вверх, разомкнет контакты и выключит двигатель перемещения ленты. В результате с заданной точностью к(юмка ленты вернется к своему номинальному положению. Точность регулирования зависит (при прочих равных условиях) от диаметра отверстия и зазора между цен тром мембраны и электрическими контактами. Такой датчик может быть использован не только для релейного, но и для непрерывного регулирования: чем меньше перекрыто отверстие цилиндра, тем больше сжатого воздуха попадает в полость цилиндра, тем больше в нем давление и тем больше перемещение центра мембраны вниз. Разумеется, в этом случае мембрана воздействует не на электрические контакты, являющиеся релейным элементом, а на соответствующее звено непрерывног о действия. Чувствительность датчика зависит (при прочих равных условиях) от жесткости мембраны.
4.4.2. Поворотные реверсивные системы контроля бокового и регулирования движущегося полотна, запечатываемого на флексографской машине.
В боковом направлении запечатываемое полотно на участке после системы размотки можно смещать с помощью смещения рулона материала вдоль его оси. Устройства для такого смещения просты и будут рассмотрены далее.
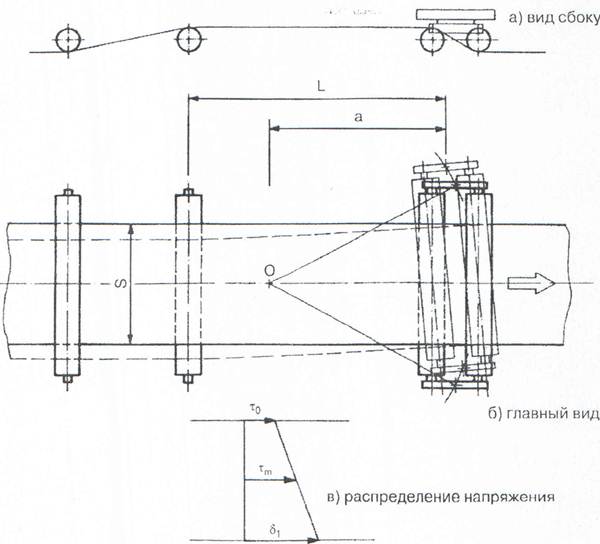
Для бокового смещения самого полотна непосредственно используются реверсивные поворотные устройства. Они выполняются в виде рамы с параллельными направляющими валиками, а сама рама установлена с возможностью ее реверсивного поворота в плоскости движения ленты относительно оси О (рис. 4.П), перпендикулярной осям валиков. Центр поворота О должен находиться на расстоянии а, зависящем от максимальной ширины ленты. Проводка ленты по направляющим валикам (вид сбоку) показана на рис. 4.П, а.
Такая система вызывает распределение натяжения несимметричное по ширине ленты (рис. 4.П, в). Предельно возможный поворот рассчитывается из условия, чтобы величина Tq натяжения по одной из кромок не была равной нулю, а на противоположной кромке величина h натяжения не превышала разрывного усилия. Поэтому рассматриваемая система может устранять боковые смещения ленты в пределах до 10 мм.
Другая конструкция поворотной рамы для бокового регулирования движущейся ленты показана на рис.. 4.12. Точка поворота О находится между валиками рамы. Благодаря большой высоте прямоугольной петли ленты (рис. 4.12, а) боковые кромки ленты растягиваются незначительно и симметрично (рис. 4.12, в). Как показывает опыт, величина L между верхними валиками должна быть больше трети ширины ленты.
4.4.3. Регулирование положения рулона
Конструктивно устройство для регулирования положения рулона проще. Трудности регулировки связаны с большой инерцией рулона материала. Время регулирования в конце процесса разматывания (при малой массе рулона) может быть существенно меньше времени регулирования в начале процесса разматывания нового рулона.
На рис. 4.13 приведена схема регулирования положения боковой кромки полотна материала путем смещения разматываемого роля вдоль его оси. Датчик бокового положения ленты закреплен на станине на участке за направляющим валиком (чтобы расстояние от да тчика до плоскости ленты не зависело от радиуса рулона).
Рис. 4.П. Система управляющих роликов и подвижных шин (рам)
На рис. 4.14 приведена схема ровной намотки рулона. В этом случае датчик закреплен перед направляющим валиком не на станине машины, а на раме, которая вместе с рулоном может перемещаться в боковом направлении.
При заправке ленты и проводке ее через машину системы автоматического регулирования боковой приводки отключаются. Если эти системы не имеют второго контура «грубого» регулирования, т. е. автоматического регулирования первоначальной настройки лентопроводящей системы, то грубая наладка выполняется вручную (или полуавтоматически двигателями), после чего включается одноконтурная точная система автоматического регулирования боковой кромки ленты.
Рис. 4.П. Система управляющих роликов и подвижных шин (рам)
На рис. 4.14 приведена схема ровной намотки рулона. В этом случае датчик закреплен перед направляющим валиком не на станине машины, а на раме, которая вместе с рулоном может перемещаться в боковом направлении.
При заправке ленты и проводке ее через машину системы автоматического регулирования боковой приводки отключаются. Если эти системы не имеют второго контура «грубого» регулирования, т. е. автоматического регулирования первоначальной настройки лентопроводящей системы, то грубая наладка выполняется вручную (или полуавтоматически двигателями), после чего включается одноконтурная точная система автоматического регулирования боковой кромки ленты.
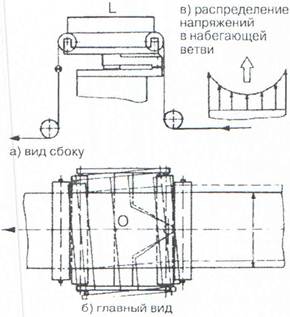
Рис. 4.12. Система «Офсет-Пивот-Гуиде» следящие ролики и поворотные рамы
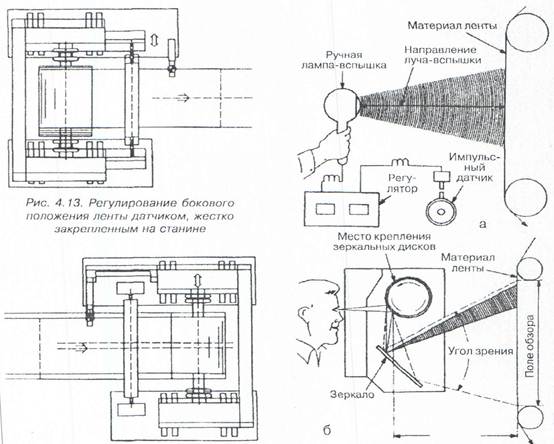
На рис. 4.15 показаны принципы искусственной «остановки» движущегося оттиска налейте, позволяющие визуально контролировать качество печати без остановки машины.
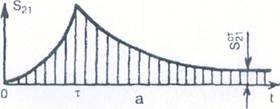
Рис. 4.16. Графики процессов неприводки первых двух красок, вызываемой скачкообразным изменением входною натяжения ленты (а) и резким изменением подачи краски в валиковом (дукторном) красочном аппарате (б)
исчезающий характер (статическая неприводка равна нулю: = 0). При этом неличина пика отклонения приводки первых двух красок равна
omax I.Ae, . A/'j
52Т = где Ае, =—L
е со Ь
Соответствующие кривые и S4) качественно имеют такой же характер, однако максимальные пиковые отклонения в приводке красок имеют место при t 2т и Зт и при упругой ленте равны
13,5 LAet
omax
03i -
Пример. Пусть L = 300 мм, а величина AEj = = 0,0015, т. е. скачок относительного удлинения ленты составил всего 0,15%. Нетрудно подсчитать, что в этом частном случае S™" =0,16 мм, Sjjax = = 0,24 мм, SJj" = 0,30 мм. В флексографских линейных машинах так же, как и в машинах глубокой печати, путь L имеет величину порядка 5 м, т. е. в 16 раз больше, чем в ярусных секционных машинах. Следовательно, в 16 раз будут больше соответствующие максимальные всплески и статические неприводки красок. Этот пример еще раз объясняет, почему в машинах последнего типа не удастся обойтись без автоматического регулирования продольной приводки красок.
Если входное натяжение , ленты изменяется не скачком, а относительно плавно, например, по экспоненте, то соответствующие кривые неприводки красок имеют не пиковую, а закругленную вершину. При этом, чем более нлавно изменяется входное натяжение ленты, тем меньше максимум кривых. В частности, монотонное медленное изменение натяжения ленты (при постоянном тормозном моменте) по мере разматывания рулона вообще не приводит к существенной неприводке красок, даже если натяжение упругой ленты в конце и начале процесса разматывания (при наибольшем и наименьшем его радиусах) отличаются в 5—10 раз. Гакой перепад сказывается лишь на статической ненриводке красок при печатании на вязкоупругом материале.
На рис. 4.16,6 показан переходный процесс неприводки двух первых красок, вызванный скачкообразным изменением толщины краски, подаваемой валиковым красочным аппаратом при печати жидкими красками на тонкой впитывающей бумаге. Этот фактор (изменение режима работы дукторного красочного аппарата) менее значим, так как максимальный пик почти на порядок меньше, чем в предыдущем случае изменения входного натяжения ленты.
4.6. Многокрасочная рулонная печать в два прогона
В тех случаях, когда на 4-красочных машинах необходимо дополнительно впечатать другие краски или же выполнить выборочное лакирование оттисков, ранее отпечатанный рулон снова устанавливается в машину (или агрегат послепечатной отделки продукции). В этом случае при первом краскопрогоне необходимо как можно точнее выдерживать постоянство раппорта (длины каждого оттиска). Для этого необходимы условия: 1) первый краскопрогон должен быть выполнен по возможности с постоянным натяжением ленты, 2) машина должна иметь датчик конт-роля положения меток красок первого прогона, 3) машина должна иметь в составе лентопитающего устройства механизм управления натяжением ленты, работающий в соответствии с показаниями датчика контроля меток.
Пример такого устройства дан на рис. 4.17, а, на котором обозначено: 1 — плавающий валик,
2 — регулятор положения плавающего валика,
3 — рулон с ранее запечатанной лентой, 4 — дополнительная лентоведущая пара, окружную скорость которой можно изменять на величину AV(), 5 — первый печатный аппарат машины.
о
к
Если в установившемся режиме печати скорости Vn цилиндров 5 и пары 4 постоянны, но различны (Vn> то дополнительное удлинение ленты (по отношению к ее удлинению на участке после рулона, т. е. перед парой 4) на участке !, равно (см. выше раздел 4.1):
V„-V0 V„-Vr
Де = -
Vn
Из этой формулы очевидно, что управлять натяжением ленты на участке /, (т. е. дополнительно несколько уменьшать или увеличивать размер ранее отпечатанного оттиска) можно путем изменения AV0.
Переходная функция дополнительного изменения относительного удлинения ленты AV0/ Vn изображена на рис. 4.17, б и имеет вид экспоненты с постоянной времени X, = IJV . Например, если скачком уменьшить скорость VQ на постоянную величину AV() = const, то увеличение натяжения ленты будет происходить постепенно и через время Зх, приращение относительного удлинения ленты составит величину AVq/Vn. При этом величина AS несовмещения между новой и ранее отпечатанными красками будет со временем непрерывно увеличиваться.
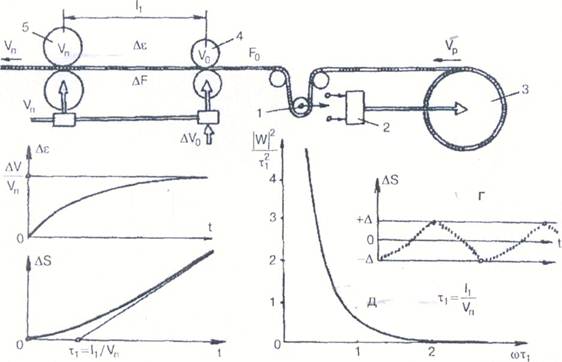
Рис. 4.17. Процесс «впечатывании>•: а — технологическая схема, б — переходная функция приращений относительного удлинения предварительно запечатанной ленты, в — переходная функция первой «впечатываемой» краски, г — процесс неприводки красок при релейном управлении, д — частотная характеристика объекта управления (канала «относительное изменение скорости подачи ленты неприводка первой впечатываемой краски»)
Процесс релейного управления продольной приводкой впечатываемой краски происходит следующим образом. Датчик замеряет величину AS неприводки (по соответствующим меткам, просматриваемым фотоголовкой), и если новая метка не совпадает с ранее отпечатанной, например, опережает ее, то натяжение ленты на участке /, надо уменьшить (т. е. увеличить скорость У0 на величину AVq). Тогда смещение между метками начнет уменьшаться, постепенно перейдет нулевое значение, новая метка может начать отставать от старой и в зависимости от зоны нечувствительности датчик зарегистрирует недопустимое смещение в противоположную сторону и подаст команду на увеличение скорости Vq. Процесс релейного регулирования приводки при впечатывании с точностью ±Д показан на сх. г.
При изменении скорости V() изменяется положение плавающего валика 1. Для регулирования его положения (чтобы он при перемещениях не выходил за пределы крайнего верхнего и нижнего положений) предусматривается релейный регулятор 2, изменяющий тормозное усилие рулона 3 и, следовательно, его скорость V . Если валик 1 дошел до верхнего положи 1ия, то надо увеличить скорость V , т. е. уменьшить тормозной момент. Если гилик дошел до крайнего нижнего положения, то надо уменьшить скорость рулона, т. е. увеличить его тормозной момент. С точностью до сил инерции валика 1 натяжение ленты на участке перед парой 4 остается постоянным и равным половине массы валика 1 (если он дополнительно нагружен пружиной или пневмоприводом, то это усилие суммируется с силой веса валика).
На рис. 4.17, приведен график нормированной частотной характеристики данной системы лентоведущих цилиндров 4 и 5, связанных приводом и лентой (канала «неприводка красок —разность натяжений ленгы при первом и втором краскопрогонах").
Аналогично происходит управление приводкой ранее отпечатанных красок относительно других технологаческих операций (например, тиснения, резки на листы и др.).
4.7. Оценка качества узлов флексографской машины по критерию допустимой неприводки красок
Неприводка красок при флексографской печати — результат воздействия нескольких факторов, и по оттиску трудно судить о том, какой конкретной причиной она вызвана. Поэтому в возникающих периодически дискуссиях на эту тему между изготовителями машин и их потребителями первые считают основной причинои возможное нарушение технологических режимов печати и качество запечатываемого материала, а вторые — возможное нарушение технических параметров изготовления машин и то же качество запечатываемого материала.
Ниже излагается методика определения той доли неприводки красок, которая вызывается переменным натяжением f полотна на выходе из лентопитающего устройства при установившемся режиме работы машины. Обозначим через среднеквадратичное отклонение доли неприводки между первой и fe-й красками (к =2, 3...), вызываемой переменным входным натяжением ленты, а через Dlt = 021t — ее дисперсию. Эта величина (наравне с показателем надежности работы без обрывов ленты и с нормальной его автоматической склейкой) может быть критерием качества лентопитающего устройства.
(4.П)
S„,
В основе методики — хорошо разработанная теория стационарных случайных процессов, исчерпывающей характеристикой которых является их спектральная плотность S (со), т. е. плотность распределения дисперсии. Частотное представление случайного процесса удобно тем, что связь между входным и выходным случайными процессами объекта описывается довольно простой формулой: *"
;(G)) = Sbx(cd)|W(03)|2,
где W (со) — частотная характеристика того или иного объекта, | W (со) j — квадрат модуля этой характеристики, 5 (со) и S (со) — спектральные плотности случайных процессов соответственно на выходе и входе этого объекта.
(4.12)
П3
Дисперсия случайного процесса рассчитывается путем интегрирования спектральной плотности по формуле
D = a2 = J S((o)d(0.Для практического применения этой теории необходимы формулы или графики функции | W (СО) j конкретно описывающие тот или иной объект. Функция \W (С0)|2, связывающая между собой по формуле вида (4.П) спектральную плотность 5£ (со) относительного удлинения £ полотна на выходе из лентопитающего устроистна и спектральную плотность неприводки между первой и к-й красками (со), вызываемой случайным изменением натяжения F (для бумаг, обладающих незначительной ползучестью), имеет вид
кн2=А{1
,(4.13)
1 or
1 2[ Д cos(fe-l)o)/ + Bk sin(fc-l)cox (l + CoVf
ные испытания бумаги на растяжение при нескольких фиксированных частотах ее гармонического нагружения относительно среднего заданного уровня натяжения полотна, причем обязательно на наиболее мощной частоте С0(1, соответствующей максимуму спектральной плотности натяжения, и на частотах, соответствующих максимуму кривых на рис. 4.18. В итоге лабораторных испытаний бумаги определяют для каждой частоты средний условный модуль yi гругости Е. ленты и рассчитывают спектральную плотность 5С (ю) входного относительного удлинения ленты по формуле
где X = L/Vn, Vn — скорость печати, L — путь ленты между печатными секциями.
Переменные коэффициенты Ak и Вк в этой формуле даны в табл. 4.2.
Таблица 4.2
|
|
2-кра |
4-кра |
5-кра |
6-кра |
|
|
сочная |
сочная |
сочная |
сочная |
|
к |
2 |
4 |
5 |
6 |
|
А* |
1 |
1-Зсо2х2 |
1-бйЧ2- -СО X |
l-lOCift2-! +5со'х4 |
|
|
СОХ |
сох(3-со2х2) |
4сох(1 - -coV) |
сох(5-10o)V + Wx4) |
На рис. 4.18 приведены графики функций (ю)|2, построенные с использованием табл. 4.2 и формулы (4.13). Теоретические графики и формула (4.13) хорошо согласуются с экспериментальными результатами их проверки, что дает основание рекомендовать их и описываемую методику для практического использования (с 85%-й достоверностью результата).
Суть методики заключается в следующем. Замеряют и записывают на магнитную ленту процесс изменения ее натяжения F на выходе лентопитающего устройства. Обработав случаи изменения натяжения при максимальном, среднем и минимальном радиусах рулона, находят спектральные плотности (<в). Одновременно проводят лаборатор5е(со,)=
Затем по формуле 5lf|(СО) = SE(oo) (С0)|2 находят спектральную плотность неприводки СО) между первой и /г-й красками (к = 1, 2,...), а по
формуле (Гц = j S1lt((0)d(0 определяют
среднеквадратичное отклонение. Сопоставляя эту величину с допустимой величиной [cr]fc |, делают заключение о качестве лентопитающего устройства. Если 0)t > fo1(j ], то одна из серьезных причин неприводки красок обнаружена и необходимо обследование элементов устройства (измерение биений рулона, направляющих валиков, проверка параметров регулятора натяжения ленты и т. д.). Если сти < [CTjJ. то можно считать, что устройство работает нормально.
Для однокрасочных рулонных машин, в которых необходимо точно печатать изображение заданной длины /н, т. е. поддерживать постоянным раппорт (например, машины для печати диаграммных приборных лент), функция | W. (С0)|2, связывающая между собой спектральную плотность отклонения А действительного размера I от его номинального значения / и спектральную плотность относительного удлинения ленты на выходе из лентопитающего устройства, имеет следующий вид:
График нормированной частотной характеристики |Wy (со)| 2/R 2 для оценки привода соседних печатных секций в функции безразмерно-|w(<o)|2/l2
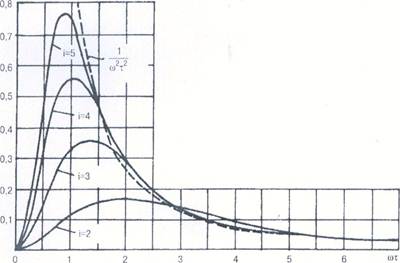
Рис. 4.18. График нормированной частотной характеристики канала «входное относительное удлинение ленты (перед первым аппаратом) — неприводка между первой и последующими красками»
го аргумента СОТ приведен на рис. 4.19. Для его применения необходимы статистические данные измерений фазовых колебаний Лф цилиндров последующего аппарата по отношению к цилиндрам^ предыдущего аппарата, а именно спектральная плотность Sy (со). Искомыми величинами являются спектральная плотность неприводки красок, вызываемой возмущением Лф, и ее дисперсия.
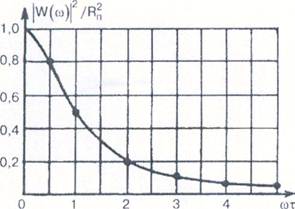
Рис. 4. 19. График частотной характеристики канала «неприводка красок — люфт в зубчатом зацеплении»
Предлагаемую методику оценки лентопитающего устройства и привода печатных секций можно использовать как при диагностике машин на полиграфическом предприятии в процессе их эксплуатации, так и на машиностроительном заводе для оценки их качества и технического уровня.