4.2. Приводка красок
Для возможности нормального движения полотна во флексографской печатной машине и выполнения всего комплекса технологических операций оно должна быть натянутой. В аспекте неприводки красок процессы после полного разгружения полотна - ленты не представляют интереса, так как к моменту выхода ее из флексографской машины все краски уже запечатаны.
Можно представить себе вариант более сложного мысленного эксперимента, при котором в момент времени fpl и f г на ленту «напыляется» дополнительно краска другого цвета. Если представить себе течение этих простых процессов, то в дальнейшем легко понять сущность установившихся процессов в движущейся ленте при многокрасочной печати.
4.2.3. Установившееся движение ленты в многосекционной рулонной флексографской машине
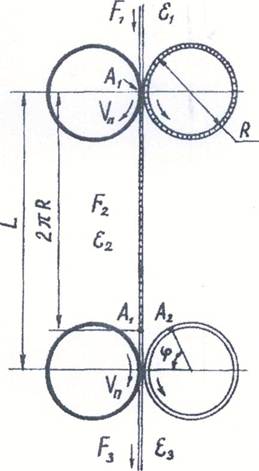
Сначала подробно рассмотрим установившееся движение ленты лишь в первых двух печатнокрасочных секциях флексографской машины. Если натяжение полотна на входе в первый печатный аппарат постоянно, то условием правильной приводки двух соседних печатных секций на полное совмещение красок при условии абсолютно упругости полотна очевидно из схемы на рис. 4.8, а:
L = 2nRn + <pR = R(2nn + y), (2.5)
где п =0,1, 2... — целое число (для схемы на рис. 2.8 величина п — 1), L — путь ленты между соседними контактными зонами, ф — фазовое смещение цилиндров второй печатной секции флексомашины по отношению к цилиндрам первой печатной секции.
Действительно, чтобы точка/lp отпечатанная первой краской, во второй контактной зоне точно совпала с соответствующей точкой А2 второй формы, необходимо фазовое смещение ф формных цилиндров второго аппарата увязать с длиной отрезка (L—2kR), а именно: длина дуги R(p должна быть равной величине этого отрезка.
Из уравнения (4.5) выводятся два основных способа выполнения приводки красок: или путем изменения параметра L (с помощью регистровых валиков), или путем изменения параметра ф (с помощью спец. тех. средств в систме привода, соединяющего цилиндры соседних печатных аппаратов).
(4.6)
или ф:
Если же полотно не является абсолютно упругим, а проявляет ползучие свойство, то в печатнрых секциях, налаженных по условию (4.5), будет проявляться статическая ошибка регистрации (статическая, установившаяся ошибка приводки красок ). В таком случае условие правильной приводки имеет вид:
L = 2nRn + <pR-Sc2
L-2nRn + S% R
Если лента является вязко-упругой (обладает свойством ползучести), то ее относительное удлинение будет возрастать по мерс движения ленты от первой печатной секции ко второй. Каковы же его значения непосредственно на выходе из первого и входе во второй аппарат?
Если лента является вязко-упругой (обладает свойством ползучести), то ее относительное удлинение будет возрастать по мерс движения ленты от первого аппарата ко второму. Каковы же его значения непосредственно на выходе из первого и входе во второй аппарат?
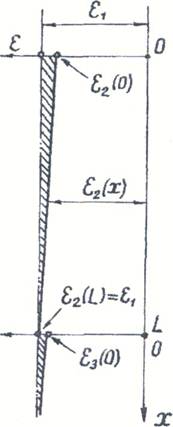
Рис. 4.8. Установившийся процесс движения вязко-упругой лейты:
а — схема двух соседних печатных аппаратов,
б — график натяжения ленты,
в — график относительного удлинения ленты
Из условия непрерывности ленты можно записать равенство количества ленты, входящего в единицу времени At в межсекционный участок L и выходящего из него (под количеством ленты понимается ее масса или длина в ненатянутом состоянии, которая получается из формулы относительного удлинения ленты, приведенной в начале раздела):
VM
1 + Е, 1 + E2(L)'
Е2 (0) < Е2 (L). Так как ползучесть не развивается мгновенно, то для упругой составляющей можно воспользоваться законом Гуна, известным из средней школы: <J1 — Её, и СТ2 = £е2 (0), где О, и СТ7 — напряжения в ленте на предыдущем участке движения ленты и на участке L. Разделив почленно эти два уравнения, получим
где V At — длина натянутой ленты, V — скорость печати, Е1 — относительное удлинение ленты на входе в первую красочную секцию флексографской машины, Е2 (L) — относительное удлинение ленты на входе во второй печатной секции.
Отсюда следует: в установившемся режиме работы машины относительные удлинения ленты непосредственно на входах в печатные аппараты равны между собой: Е2 (L) = Е,.
Обозначим относительное удлинение ленты в начале участка (непосредственно на выходе из первого аппарата) через Е2 (0). Очевидно, что
д2_£е2(0) „ е2(0)
— = или 02 = СТ, .
о, £е, Е,
Так как Е2 (0) < е,, то из уравнения (4.7) следует: 02 < (7,, т. е. при запечатывании вязкоупругой ленты ее натяжение (напряжение в ней) понижается от секции к секции.
(4.7)
Графики
натяжения и относительного удлинения ленты приведены на рис. 2.8,6, в. Величина
статической ошибки приводки красок равна условной площади, заштрихованной на рис.
4.8, в. Это
утверждение можно математически строго обосновать, однако здесь такое обоснование
не представляется уместным.
Возвращаясь к рис. 4.7, в, отмстим, что меру ползучести ленты на участке/1В (приближенно считая отрезок АВ прямой линией) может характеризовать угол (X. Уравнение прямой в системе координат с началом в первом печатном аппарате будет иметь вид
e2(/) = e2(0)+tga /, 0<t<x=L/V„.
Ltga V
(4.8)
4.3. Регулирование продольной приводки красок во флексографских печатных машинах и остальных операций и технологий
Как уже упоминалось выше и как это следует из формул (4.5) и (4.6), неприводка красок может быть устранена двумя способами: или же изменением параметра L, или же изменением параметра ф. Первый способ проще реализуется конструктивно, однако может быть использован в линейных агрегатах, а также в комбинированных линиях, в которых регистровый валик устанавливается после сушильного устройства секции многокрасочной флексографской печати и позволяет сделать приводку между красками, ранее отпечатанными в предыдущей многокрасочной секции флексопечати, и красками, впечатываемыми дополнительно в последующих секциях глубокого способа печати или других технологических операций (тиснения, вырубки, штанцевания, выборочного лакирования, резки на листы и др.).
На рис. 4.9 приведена принципиальная схема двух соседних печатных аппаратов (1IIA и 2Г1А), величина пути ленты между которыми позволяет разместить между ними регистровый и направляющий валики. На этом же рисунке приведена принципиальная схема устройства автоматической приводки красок. Итак, возникшая неприводка красок и неприводка печати с лица и оборота должны быть компенсированы регистровым (приводочным) устройством 10 (рис. 4.9), содержащим электродвигатель П, червячную пару 12 и приводочный (регистровый) валик 13. Для контроля за приводкой красок во флексографских печатных машитнах на пробельных частях запечатываемого полотна впечатывают специальные метки, за положением которых в процессе печати осуществляется контроль с помощью фотоголовок 1, 2. Разность At времени следования импульсов фотоголовок замеряется блоком 3, а скорость печати — датчиком 4. В блоке 6 сигнал датчика скорости переводится в соответствующий масштаб, а в блоке 5 величины Vn и Af перемножаются и на его выходе появляется сигнал, пропорциональный величине имеющейся неприводки красок. После суммирования в блоке 7 и усреднения нескольких измерений в модуле 8 (несколько замеров необходимо для устойчивой работы регулятора) блоком 9 формируется сигнал управления двигателем П. Последний перемещает приводочный валик 13 в ту или иную сторону, изменяя путь ленты между соседними секциями и ликвидируя имевшееся несовмещение красок.
В многокрасочных ярусных флексографских секциях, агрегатированных по вертикали из однотипных печатно-красочных модулей, а также в планетарных секциях используют устройства, изменяющие фазовое положение ф формных цилиндров.
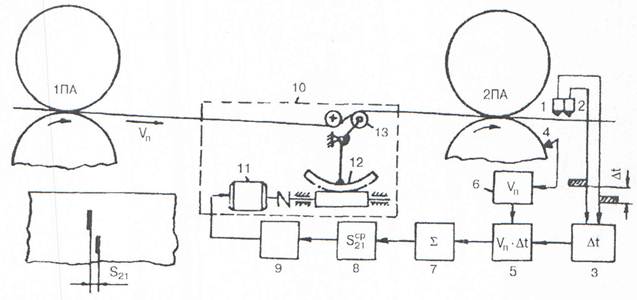
Рис. 4.9. Принципиальная схема регулятора автоматической приводки красок и других технологических операций
Это связано как с конструктивными трудностями компоновки регистровых валиков на малом пути ленты между соседними печатно-красочными модулями, гак и с отмарыванием свежезапечатанной краски (без ее окончательной сушки) на этих валиках. Простейшее из таких устройств (позволяющих выполнять приводку красок без остановки машины) с ручной регулировкой представлено на рис. 4.10. На нем обозначено: 1, 1" — печатные цилиндры, 2 — вал, на котором закреплены два приводных косозубых зубчатых колеса 4, одно из которых имеет левый, а другое — правый наклон зубьев, 5 — гайки для торцевого крепления вала 2 и регулировки его вручную в осевом направлении (по стрелке Z), 3', 3", 6', 6" — зубчатые колеса печатных цилиндров, 7 — зубчатые колеса формных цилиндров, 8', 8" — флексографские формы, а 9', 9" — формные цилиндры.
Путем перемещения вала 2 в направлении Z достигается поворот печатных цилиндров Г, 1" и связанных с ними соответствующих (рормных цилиндров 9', 9" относительно друг друга на угол Аф, равный изменению фазового положения ф формных цилиндров.
Изменение фазового положения цилиндров л S21
на величину Дф поясняется вспомогательной схемой на рис. 4.10, в, на которой показано сечение пары зацепляющихся зубчатых колес 3 и 4 (через (3 обозначен угол наклона зубчатых колес).
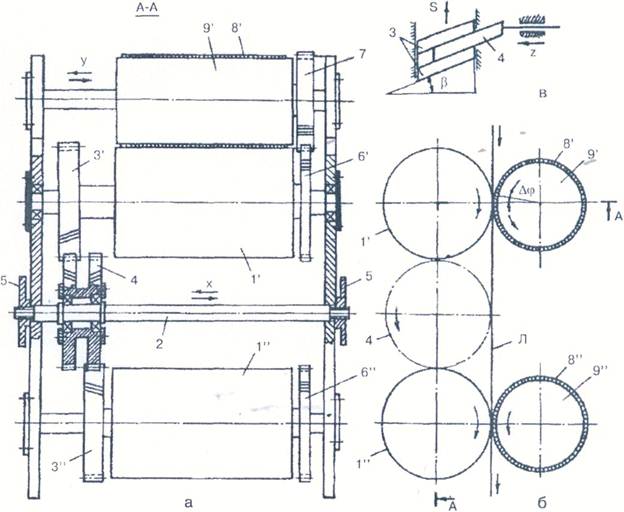
Рис. 4.10. Простейшее устройство управления приводкой красок путем изменения фазового положения формных цилиндров: а — конструктивная схема (разрез А-А на сх. б), б вид на цилиндры сбоку, в вспомогательная поясняющая схема
Если прямоугольник 4 (представляющий собой сечение зуба колеса 4) переместить на неличину Z влево (рис. 4.10, в), то прямоугольники 3 (представляющие собой сечения косых зубьев колеса 3) переместится вверх i ia величину 5, зависящую сгг угла р. Гак как Z/S ctg (3, то величина S = Z/ctg р. Вследствие того, что спаренная косозубая шестерня имеет противоположные наклоны зубьев, по окружности смещение формных цилиндров относительно друг друга составит величину 25.
Поперечная приводка (в боковом направлении) достигается смещением формного цилиндра 9 в осевом направлении (пострелке у, сх. а).
Пример. Пусть неприводка красок равна S2| = 2 мм, а угол Р = 20°, т. е. ctg 20° = 1,732. Найдем величину Z, на которую необходимо переместить вал 2 в осевом направлении для устранения имеющейся неприводки красок S2| = 2 мм:
Z = 2 S21/ctg р = 2 • 2 /1,732 = 2,3 мм.
Регулятор приводки красок всегда устанавливается на межсекционных участках линейных флексографских машин и на машинах глубокой печати, в которых из-за большого пути ленты между соседними секциями, жидких красок (сильно влияющих на ползучесть бумажной ленты) и термических воздействий (сушильное устройство имеется в составе каждой печатной секции) при отсутствии автоматического управления приводкой красок всегда будет недопустимая неприводка красок. В машинах флексографской и офсетной печати чаще используется ручное или же дистанционное кнопочное управление, выполняемое печатником. Это позволяет несколько уменьшить расходы на приобретение оборудования, но приводит к некоторому увеличению отходов бумаги при подготовке машины к печатанию тиража, в процессе пуска и остановки машины. Кроме того, напряженность труда печатников также увеличивается.
В комбинированных флексографских печатных машинах со встроенными секциями глубокой печати путь ленты в каждой из них составляет около 5 м. Нетрудно подсчитать, какую неприводку красок получим, если дополнительно к четырем краскам флексографской печати добавить две краски глубокой печати. Именно поэтому в секциях глубокой печати всегда необходим регулятор автоматической приводки красок. В ярусных секциях односторонней флексограсрской печати из-за малости величин L удается обойтись ручным или полуавтоматическим управлением. При этом целесообразно принять во внимание, что промежуточная межсекционная сушка оттисков (всегда необходимая при печатании жидкими красками) также существенно сказывается на изменении деформационного состояния запечатываемого материала, особенно бумажной ленты.