Четкое описание флексографии высокой четкости, или технологии High Definition Flexo
ЙенХоул (Ian Hole), вице-президент no маркетинговому развитию, Esko
Технология High Definition Flexo претерпела ряд изменений с момента проведения первых тестов четыре года назад.
Выше разрешение — лучше качество точек
Разрешение изображений для флексо-CtP существенно изменилось. В 1995 г. использовалась точка при разрешении 2100 пикселей на дюйм (ppi). В 1998 г. этот показатель вырос до 2540 ppi, а после изобретения HD Flexo в 2008 г. — до 4000 ppi.
Втом или ином виде сегодня технология экспонирования High Definition Flexo (HD Flexo) используется более чем в 30% всех цифровых устройств лазерной записи форм (флексо- CtP) по всему миру. В течение трех с половиной лет после выпуска на рынок технология претерпела ряд изменений, которые позволили значительно расширить тоновый диапазон и за счет этого усилить визуальный эффект упаковки. При этом была сохранена простота процесса и даже сокращено число ручных операций. Это была интересная комбинация открытий при изучении свойств растровых точек и формных технологий.
Многие
считают, что более высокое разрешение позволяет лучше воспроизводить детали,
однако наиболее важным аспектом разрешения 4000 dpi является увеличение уровней
серого в изображении. Разумеется, чем их больше, тем меньше заметна
ступенчатость при передаче тонов. 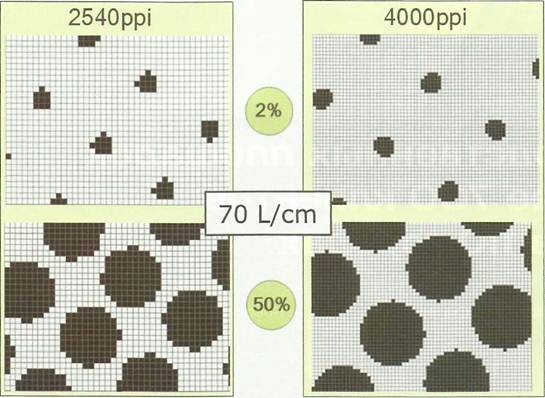
Рис. 1. Процесс формирования точек на растре 175 Ipi (70 лин/см) с разрешением 2540 (слева) и 4000 ppi (справа)
Дизайнер создает файлы с 256 уровнями серого, и именно это количество имеется б файле с изображением для печати. Таким образом, 256 уровней серого необходимы для полного воспроизведения работы дизайнера.
Известно, что число уровней серого рассчитывается следующим образом:
количество натуральных уровней серого = (PPI/LPI)2,
где PPI — разрешение CtP, a LPI — линиатура растра.
На основании этой формулы растр 150 лин/дюйм с разрешением 2400 ppi создает при обработке растровым процессором файл с 256 уровнями серого. Однако многие типографии пытаются повысить качество, тестируя растры с 200 или 225 лин/дюйм и даже больше. Устройство экспонирования с разрешением 2400 ppi может воспроизводить лишь 144 уровня серого при 200 lpi и 92 при 250 lpi. Кроме того, флексография, как правило, требует компенсации тонового диапазона, например средних тонов, с помощью компенсационной кривой. На каждом этапе компенсации сокращается количество доступных уровней серого. Конечно, существует так называемое «растрирование с супер-ячейками», которое позволяет искусственно создать больше уровней серого посредством смешения размеров точек, однако для этого требуется определенная площадь зоны перехода. Если на крупных областях тоновые переходы могут быть гладкими, то изменения тонов на мелких деталях изображений передать невозможно, и именно поэтому часто бывают заметны отдельные ступенчатые переходы.
Устройство эспонирования с разрешением 4000 ppi создает 256 уровней серого при 250 lpi и 400 уровней серого при 200 lpi. Столь большое количество исходных уровней серого позволяет даже после всех этапов компенсации и применения кривых сохранить более 256 уровней. Это позволяет обеспечить отличное качество изображения с высокой четкостью деталей и превосходным контрастом.
При более высоких разрешениях возникает еще один момент. При 4000 ppi точки также формируются лучше, поскольку используется большее число пикселей. Это не сильно проявляется, если точки крупные, но если растровые точки мелкие, то разница очень заметна. Как показал опыт, при переходе на разрешение 4000 ppi минимально воспроизводимая на печати точка примерно на 40% меньше, чем при 2540 ppi.
На рис. 1 изображен процесс формирования точек на растре 175 lpi (70 лин/см) с разрешением 2540 ppi и 4000 ppi. Видно, что 2%-ная точка при 2540 ppi состоит всего из нескольких пикселей, что придает ей зубчатую форму. Несмотря на то, что кислородное ингибирование может сгладить верхнюю часть точки в процессе изготовления флек- соформы, зубчатая структура все же сохранится. Поэтому небольшие точки легче сгибаются в печатной машине, а некоторые могут даже оторваться при износе, что ведет к грязи на оттиске. При разрешении 4000 ppi все точки имеют почти идеально круглую форму и, следовательно, ведут себя более устойчиво.
Что касается средних тонов и глубоких теней, при 4000 ppi изображение имеет более четко выраженную структуру. Расстояние между точками везде одинаковое, что формирует более стандартные области смыкания точек и снижает риск возникновения проблем при печати. При 2540 ppi между точками могут возникать «мостики», если пиксели «торчат» из соседних растровых точек. При нанесении краски эти точки сливаются, значительно увеличивая растискивание в этой области. Если при разрешении 2540 ppi для более качественной печати области смыкания точек зачастую требуется специальный растр, то при 4000 ppi достаточно стандартного растра с круглой точкой.
Устранение резкой границы
Типичная для флексотехнологии проблема — наличие резкой границы в светлой зоне, то есть внезапный обрыв тона. Отсутствует плавный переход до нуля, обычный в офсетной или глубокой печати. Для стандартной технологии флексо-CtP характерен низкий тональный контраст и видимый обрыв градиента. По большей части это обусловлено тем, что во флексографии мелкие точки сильно растискиваются, и это приводит к существенному увеличению размера точки в таких светлых участках. Подобная проблема не встречается в традиционной глубокой и офсетной печати. Примеры — на рис. 2.
Одним из методов технологии HD Flexo было использование в светлых участках растровых точек разного размера. Все они различаются по величине, и при приближении к 0% одни исчезают раньше, чем другие. Благодаря такому способу глаз видит,
Высокотехнологичные соединения
Рис. 2. Типичная проблема флексографии — обрыв светов (справа). В офсете и глубокой печати такой проблемы нет (слева)
Точки исчезают в диапазоне от 1,5 до 2,5%, однако точки 0,5,1,0 и 1,5% остаются и заметны на оттиске. Таким образом, получается приемлемый гладкий градиент. Он будет выглядеть тем лучше, чем больше по площади тоновый переход {рис. 3).
Standard CTP Flexo: Minimum value 12%
Рис. 3. Амплитудно-модулированное растрирование - мое решение проблемы обрыва тона
■ единственное приемле-
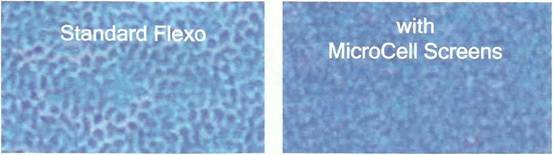
Рис. 4. Отличие плагиек со стандартным растрированием (слева) и с микрорастрированием (справа)
что точки отображаются ровно, формируя однородный тон. Таким образом решается проблема обрыва тона.
Это полная противоположность стохастическим методам, в которых используется меньшее количество точек при уменьшении процента растра. Отрицательной стороной более низкой частоты точек является более заметная зернистость в светлых участках, в частности при печати несколькими цветами. Именно поэтому единственным приемлемым решением является амплитудно-модулированное растрирование.
Растры с высоким разрешением позволяют исчезать лишь некоторым точкам в самом конце градиента с переходом к нулю. Причина этому довольно оригинальная.
Равномерность УФ-экспонирования по всей флексоформе может оказаться непростой задачей. Чем больше форма, тем эта задача сложнее. При широкорулонной печати гибкой упаковки или при печати по гофрокартону зачастую необходимо воспроизвести тоновые переходы светов к нулю при прочной струк
полностью компенсировать потерю мощности Без достаточного количества яркого света полимеризация формы не может завершиться, что приводит к формированию ослабленной структуры точек. Таким образом, продление срока службы лампы за счет увеличения выдержки не будет приемлемым выходом.
Старение отдельны: ламп приводит к неравномерности светового потока. Излучаемый свет распространяется во всех направлениях и не сфокусирован, поэтому форма не может получить равномерную экспозицию! {рис. 8).
Однако если переместить УФ-засветку непосредственно внутрь CtP, используя при этом специальные УФ-светодиоды,то интенсивность УФ-излучения со временем не будет снижаться, а предполагаемый срок службы составит минимум 5 тыс. ч. Таким образом, благодаря цифровой УФ-экспозиции можно добиться полного контроля формного процесса.
Кроме того, поскольку засветка формы внутри CtP происходит при одновременном движении источника УФ по форме в результате вращения барабана, контролируемого ПО, каждый участок получает совершенно одинаковое количество и качество освещения. Процесс постоянно контролируется и корректируется. Если свето- диод потерял мощность, оператор получает уведомление и работа прекращается. Результат — равномерное формирование профиля растровой точки по всей пластине, расположение источника света везде перпендикулярно ее поверхности, холодный свет не нагревает ее {рис. 9).
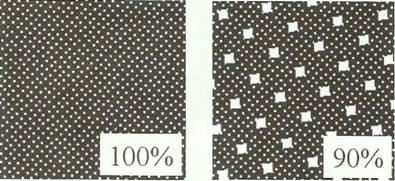
Рис. 7. Второе поколение HD Flexo обеспечивает улучшение всего тонового диапазона
Puc. 8. Старение отдельных ламп приводит к неравномерности светового потока
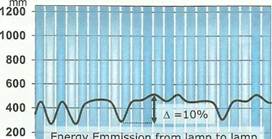
Рис. 9. Перемещение засветки внутрь CtP и использование УФ-диодов стабилизирует формный процесс
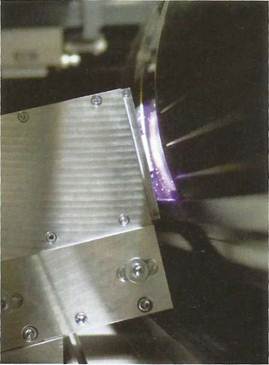
Рис. 10. Отсутствие необходимости в обратной засветке делает формный процесс одноэтапным
Эта технология подходит не только для стандартных задач флексографии, но и, например, для изготовления форм высокой печати с металлической основой, применяемых для печати на алюминиевх банках, тубах, в производстве ценных бумаг и т. д. Поскольку нет потребности в обратном УФ-экспонировании, новая система делает формный процесс одноэтапным (рис. 10).
Технологии High definition flexo

MicroCell Solid
№aaCells with 500lpi (200L/cm)
Good Solids with almost no pinholes
Full HD Flexo: точка с плоской вершиной
Последняя версия технологии HD Flexo предусматривает формирование точек со скругленной вершиной. Наряду со специальным растрированием плашек это расширяет тоновый диапазон в светах и в тенях с градиентом. Несмотря на то, что скругленная вершина обеспечивает превосходное качество светов и формирование более гладких сплошных фонов, при определенных условиях она дает более высокий расход краски в тенях и заливках без потери деталей. Например, для широкорулонной печати гибкой упаковки или для прямой печати по гофрокартону часто требуется плавный переход градиентов к нулю и одновременно нужны прочно сформированные растровые точки в средних тонах для печати на высоких скоростях.
Рис. 11. Разница между круглыми (слева) и плоскими (справа) точками
Плоские точки в последнее время стали популярной темой среди специалистов флексографской печати. Известно, что они дают насыщенные цвета и очень высокую плотность сплошной заливки. Многие компании при использовании технологии HD Flexo нашли способы формирования плоских точек за счет устранения кислорода из основной УФ-экспозиции: благодаря нагнетанию азота, применению прозрачного ламинирующего слоя, использованию мощных источников УФ-излучения или систем на основе пленки.
К сожалению, технологии плоских точек имеют обратную сторону. Возникающее в результате этого увеличение размера точки в светах, что является обычным для всех этих способов, будет всегда ограничивать плавность перехода к нулю, а это приведет к резкому обрыву тонов.
На рис. 11 показана разница между круглыми и плоскими точками. В конечном счете печатник захочет получить круглые точки в светах (слева) и точки с плоской вершиной в тенях (справа).
Full HD Flexo (полная HD Flexo) обеспечивает получение округлых точек в светах и плоских в тенях (рис. 12).
Поскольку тоновый диапазона формах расширился, Full HI Flexo может с высокой точностью воспроизводить больше пантокных цветов посредством стандартной триады CMYK. Однородные плашки и полноценные светльн участки расширяют зону цветового охвата. Более 70% всех пантонных цветов можно воспроизвести на стандартной машине для печати на гибких упаковочных материалах с использованием красок CMYK (с отклонением менее 3 ДЕ).
Влияние на цветопередачу
Исследования также показали, что нанесение большего количества краски при печати 100%-ной заливки не всегда гарантирует точную передач; правильного цвета. Этс может дать большуь: цветовую насыщенность но будет ли результат на оттиске соответствовать требуемому цвету?
На приведенном ниж: графике (рис. 14), основанном на спектральных измерениях пурпурной краски ISO с двукратным нанесением, видно, что в данном случае цвет на оттиске отклоняется от стандарта ISO в сторону красного цвета. При неприемлемом значении ДЕ = 6,56 толстый слой краски не дает совпадения с необходимым цветом.
Технология Full HD Flexo позволяет печатникам воспроизводить надлежащую оптическую плотность с оптимальным нанесением краски. Краска наносится однородно без «проколов», и оптимальная оптическая плотность плашек обеспечивает получение цветов, соответствующих стандартам ISO.
В конечном счете, использование обеих форд: точек — цифровых округлых и обычных плоских — в печати гибкой упаковки по-своему обоснованно Технология High Definition Flexo позволила флексо- типографиям конкурировать с предприятиями офсетной и глубокой печати благодаря воспроизведению более полного тонового диапазона, от высоких светов до глубоких теней. Флексография передает более насыщенные цвета, более мягкие светлые участки и более широкий спектр пантонных оттенков, доступных для имитации триадой CMYK или расширенной цветовой гаммой из 7 красок. С учетом того, что все больше типографий используют технологию Full HD Flexo, в ближайшем будущем можно ожидать появления действительно выдающихся образцов печати на упаковочных материалах.
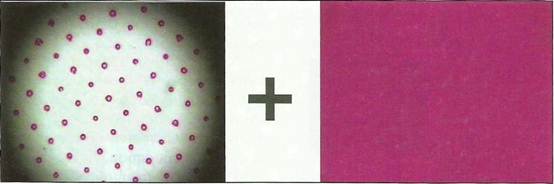
Рис. 12. Full HD Flexo (полная HD Flexo) обеспечивает получение округлых точек в светах и плоских в тенях
Рис. 13. Этапы развития экспонирующих устройств и улучшение качества печати
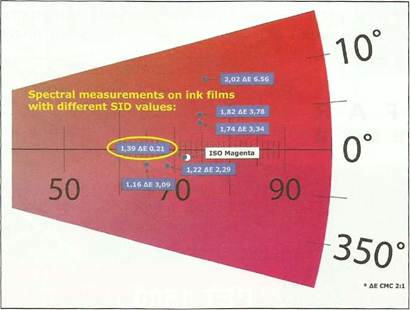
Рис. 14. Спектральные измерения пурпурной краски
Новая технология включает программируемое регулирование интенсивности и времени работы УФ-светодиода при основном УФ-экспонировании внутри флексо- CtP. Цифровое управление УФ-диодом основной экспозиции можно использовать для формирования обоих видов точек в зависимости от вида выполняемой работы: можно делать формы как с округлыми точками, так и с плоскими. Это обеспечивается за счет регулирования уровня удельной мощности УФ-экспозиции. Для плоских точек требуется более точек в средних тонах. К сожалению, неоднородность светового потока пакета УФ-ламп приводит к разным уровням экспозиции в различных участках копировальной рамы.
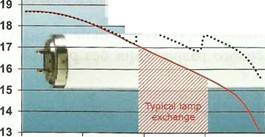
Интенсивность УФ-ламп обычно снижается по прошествии 500 ч, не взирая на предполагаемый срок службы 5 тыс. ч, причем интенсивность каждой лампы снижается по-разному. Для выравнивания экспозиции необходимо как минимум два раза в год выполнять корректировку, однако это в значительной степени зависит от времени работы копировальной рамы. Отсутствие измерения интенсивности и несвоевременная замена ламп могут привести к нестабильности качества форм. К сожалению, увеличение выдержки не может интенсивная УФ-экспозиция, чем для округлых. Это позволяет ускорить полимеризацию, что предотвращает воздействие кислорода воздуха и обеспечивает воспроизведение изображения с маски на форму 1:1 без заострения вершины точки (рис. 13).
Таким образом, технология HD Flexo совершенствовалась и эволюционировала в сторону расширения тонового диапазона печати: от 10%-ной точки в светах и оптической плотности плашки 1,25 в 1995 г. до 0% в светах и 1,4 на плашке с Inline UV в 2009 г. В 2012 г. технология Full HD Flexo в сочетании с Inline UV2 может обеспечить переход до нуля в светлых участках при оптической плотности заливки.
Последние награды DFTA (Немецкой флексографской технической ассоциации) — лишь начало светлого будущего этой технологии. ❖