Правильное обрезинивание ротационных вырубных штампов. Часть первая.
Обрезинивание для перемещения изделий
Эффективность удаления отходов (стриппования) в ротационной высечке улучшается, когда резина для эжекции изделия расположена в стороне от периферических (изогнутых) режущих ножей, отделяющих изделие от мусора. Необходимо располагать резин)' для эжекции изделия на расстоянии не менее ширины одного пальца от режущего ножа (рис. 1). Этот принцип применим только для периферических режущих ножей. Для горизонтальных (прямых) режущих ножей обрезинивание происходит по несколько другому принцип)'.
Вся резина, используемая в ротационной высечке, всегда должна быть с закрытыми порами. Резина с открытыми порами (губчатая резина) не имеет достаточной скорости восстановления для эффективной эжекции гофрокартона.
Резина для эжекции изделия должна обычно быть на 1,5-3 мм выше вершины режущего ножа (рис. 2). Фактически эта величина зависит от плотности резины. Ранее из дискуссии о смятии картона мы узнали, что снятие гофрокартона с режущих ножей требует усилия 10 psi (69 кРа), и что смятие (сдавливание) резины менее, чем на 40% ее высоты может привести к разрушению гофрированного слоя картона. Поэтому необходимо знать характеристики применяемой резины, чтобы достигнуть эффективного качества стрипповапия и целостности изготовленного изделия.
Обрезинивание для удаления переднего/заднего отходов (трима)
Многие ротационные штампы содержат мягкую или средней жесткости пористую резину для удаления переднего, заднего и бокового трима. Несмотря на то что эта резина достаточно неплохо работает на боковом гриме, она не рекомендуется для удаления переднего и заднего трима. Рис. 3 иллюстрирует проблемы использования такой мягкой резины на передней кромке.
Пока резина новая, она выглядит, как на виде слева. После некоторого вращения барабана с вырубным штампом с установленным давлением для разрезания гофрокартона, задняя кромка резины подрезается, так как резина сжимается и отклоняется к задней кромке штампа. Это показано на виде в центре.
Если это произойдет,
то узкая полоска трима, которая отрезается ножом передней кромки, может быть
не полностью удалена эжекционной тримовской резиной, а потом «упакуется» между
резиной и передней кромкой ножа. Это в конце концов может привести к изгибу
режущего ножа, поломке «мостиков» или отрыву резины от фанеры. При
использовании пористой резины с закрытыми порами высокой твердости для удаления
трима на передней кромке штампа задняя часть резины сохраняет свою
первоначальную форму и размер, и при этом трим удаляется более эффективно.
Обрезинивание для удаления трима с передней кромки
Ножи для разделения трима на мелкие кусочки должны быть всегда плотно подогнаны к режущим ножам контура изделия с помощью «усиков». В этом случае трим будет разрезаться аккуратно на отдельные кусочки. Резина в этих местах должна быть расположена приблизительно на расстоянии 1,5 мм от ножей разделителей трима, так как резина имеет способность к расширению в обоих направлениях при сжатии во время работы. Если резина для удаления трима расположена плотно к ножу-разделителю трима, то она сможет расширяться только в одном направлении, и она будет требовать более частой замены вследствие повышенного уровня изнашиваемости.
Если, с другой стороны, ножи-разделители трима не плотно пристыкованы к ножам контура изделия, то можно клеить резину для удаления трима вплотную к ножамразделителям. Таким образом, резина будет оказывать влияние на каждую сторону ножа и приведет к разламыванию перемычек на картоне, сформированных несостыкованными ножами-разделителями трима.
Также необходимо, чтобы все ножи-разделители трима поддерживались в позиции стыковки с ножами контура изделия специальными упорами «стопперами». Ножи-разделители трима не должны перемещаться относительно режущих ножей контура изделия {рис. 4).
Одним из примеров развития технологии стриппования является изобретение приспособления для удаления грима с передней кромки штампа. Оно называется флиппером (flipper). Флиппер использует вращательное движение барабанов штампа и анвила для сжатия, а затем освобождения упругой планки, которая расположена на фанерном основании штампа так, что она находится выше, чем трим передней кромки. Когда вращение выводит планку из точки сжатия, то трим как бы отстреливается от инструмента. Это изобретение запатентовано Container Graphics Corporation.

Растрескивание картона в местах биговки
Растрескивание биговки в основном не является результатом избыточного давления, хотя можно видеть, что растрескивание можно устранить, уменьшая давление бигования. Такие факторы, как влажность (пересушенный картон), низкая эластичность картона вследствие использования вторичного сырья, излишнее давление при изготовлении его на гофроагрегате, некруглость профиля бигования все это способствует растрескиванию внутреннего лайнера в местах бигования. Однако основной причиной растрескивания является то, что мы пытаемся растянуть бумаг)' в месте биговки гораздо сильнее, чем позволяет ее предел эластичности.
Рис. 1. Резина для эжекции изделия
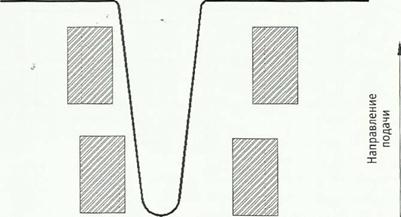
Плохо Хорошо
Рис. 2. Резина для эжекции изделия 2
от 12,7 до 25,4 мм
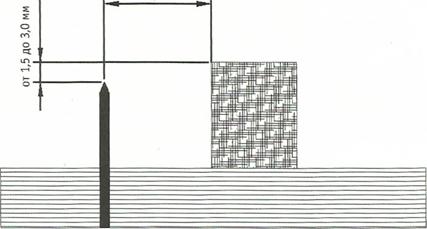
Рис. 3. Обрезинивание для эжекции переднего трима
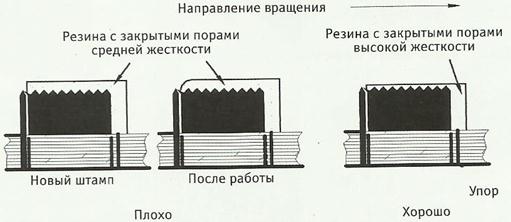
Рис. 4. Резина для эжекции трима с передней кромки
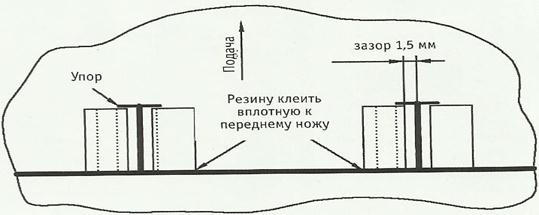
Рис. 5. Причина растрескивания биговки
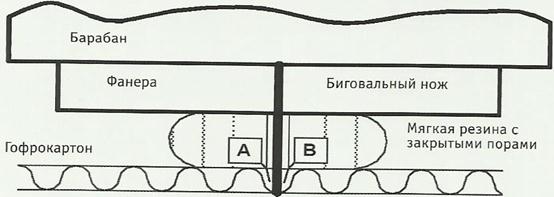
Биговальный нож способствует растрескиванию лайнера, так как мягкая пористая резина имеет меньшую жесткость, чем гофрокартон, вследствие этого резина будет сминаться, а гофрокартон трескаться.
Рис. 6. Обрезинивание биговальных линеек в ротационных штампах
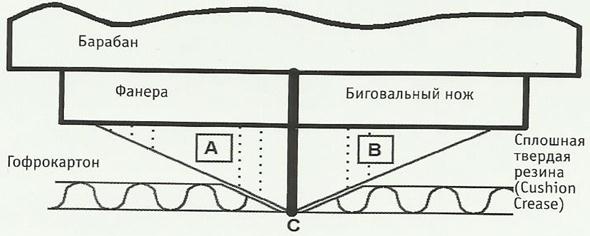
Биговальный нож не разрушает лайнер, так как сплошная твердая резина сминает гофрокартон, вследствие этого в области биговки уменьшаются внутренние напряжения во внутреннем лайнере
Рис. 7. Бигование с эффектом «прокатанной биговки»
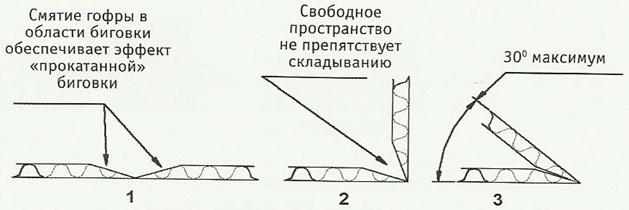
Рис. 8. Резина для предотвращения растрескивания биговки
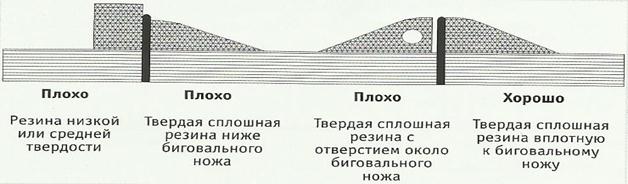
Рис. 5 показывает, что бумага в месте от точки А к точке В должна растягиваться от А через С к В вследствие того, что резина имеет меньшее сопротивление к смятию, чем гофрокартон. По этой причине резина не может смять гофру по обе стороны биговального ножа, и в результате либо биговальный нож прорезает внутренний лайнер, либо бумага растягивается и рвется в местах прилегания к биговальной линии.
Для устранения этой проблемы и получения правильной биговки необходимо использовать твердую сплошную резину (такую как Kushion Crease), установленную по обе стороны биговального ножа. Целыо является смятие гофры в местах прилегания к биговальному ножу до состояния биговальной линии. Расплющивание области биговки понижает напряжение в лайнере и препятствует растрескиванию внутреннего лайнера.
Рис. 6 иллюстрирует наилучший вариант обрезинивания биговального ножа в ротационных вырубных штампах.
Бумага в месте от точки А к точке В должна растягиваться от А через С к В, однако, в отличие от варианта на рис. 5, процентное изменение в растягивании здесь значительно меньше. Таким образом, если бумага растягивается меньше, то и шанс ее разрыва также уменьшается. Этот принцип применяется также на флексо-фальцесклеивающих машинах.
За последние годы придумано множество способов установки биговки на поверхности фанерного основания штампа, они хорошо помогают избегать растрескивания картона, но все они имеют один недостаток. Общая высота биговки зависит от толщины фанерного основания, которое, однако, не может быть равномерным по всей площади штампа. Изменение высот биговок будет приводить к изменению размеров готового изделия. Таким образом, применение биговальных устройств, монтирующихся непосредственно на поверхность фанеры, не рекомендуется, если необходимо получить изделия со строго контролируемыми параметрами размеров.
На рис. 7 показано, почему необходимо сминать гофру в местах прилегания к биговальному ножу. Получается хороший сгиб картона без применения специальных роликовых продавливателей.
Вид 1 показывает типичную биговку, полученную с применением резины Kushion Crease. Вид 2 показывает, что при сгибе гофрокартона в месте такой биговки не существует препятствие для гиба в виде несмятых «плеч».
Вид 3 показывает состояние, когда картон согнут до состояния полного касания «плеч» друг с другом. Если вы хотите согнуть картон на угол 300, как показано на рисунке, то для нормального гиба до соприкосновения «плеч» в местах прилегания к биговальному ножу необходимо сминать гофру до плоского состояния.
Еще одним индикатором того, что качество биговки хорошее, является видимый рельеф на обратной (печатной) стороне листа гофрокартона. Этот же показатель хорошего качества биговки используется для контроля на флексо-фальцесклеивающих машинах.
Обрезинивание биговальных ножей для предотвращения растрескивания картона
Случаи растрескивания биговки уже были рассмотрены ранее. Поэтому только немного комментариев про тип и расположение резины, которая рекомендована для помощи биговальным линейкам.
Не рекомендуется использовать мягкую и средней твердости резину с закрытыми порами рядом с биговальными линейками (рис. 8 слева). Такая резина не сможет промять достаточно «бугристую» область для предотвращения растрескиваггая биговки. Необходимо использовать сплошную резину высокой твердости, такую как Kushion Crease (вид 2и4 слева направо, рис. 8). Резина с закрытыми порами высокой твердости также не может успешно применяться, особенно вдоль режуще-биговальных ножей (cut&crease).
Резина типа Kushion Crease, содержащая отверстие (вид 3, рис. 8), не дает успешных результатов в ротационной высечке. Отверстие влияет на уменьшение твердости материала, а разрушение резины приводит к растрескиванию биговки, как и в случае с пористой резиной низкой твердости.
Реальным ключом к успешному использованию Kushion Crease является необходимость клеить ее так, чтобы плоскость резины находилась заподлицо с вершиной биговальной линейки. Резина, даже равномерно сплошная, все равно имеет некоторую податливость (эластичность). Когда резина расположена ниже вершины биговальной линейки, то ее эластичность вследствие сдавливания штампа и анвила создает некоторую ступеньку между линейкой и поверхностью резины, которая очень сильно влияет на растрескивание бумаги.
Доказано, что сплошная резина, установленная заподлицо или не ниже, чем 0,25 мм от вершины биговальной линейки, обеспечивает наилучшие результаты в качестве биговки большинства сортов гофрокартона. Для гофрокартона из макулатурной бумаги можно посоветовать располагать сплошную резину непосредственно на одном уровне с вершиной биговальных линеек.
Двойная биговка
Многие изделия содержат концепцию сгибания и защелкивания для формирования короба и удерживания в собранном состоянии. Исторически сложилось, что биговка для перегнутых на 1800 клапанов состояла из двух рядов режутце-биговальных ножей (cut&crease) для получения прямого, острого и квадратного гиба. Однако многие заказчики коробок возражают против использования cut&crease как частичного прорезания картона.
Рис. 9. Двойная биговка

А=6,4 мм минимум для В flute В=7,9 мм минимум для В flute
Используйте обычную биговку вместо вместо комбинации резбиговка. Биговальный нож №2 должен быть на 0,75 мм ниже, чем нож №1
Получение хорошего гиба возможно при использовании обычных биговальных ножей для дизайнов такого типа. Принцип этого усиление гиба защелкивающегося клапана для сгибания его первым. Для достижения этого необходимо использовать на этой линии биговки более высокую биговальную линейку. Высота этой линейки должна быть примерно на 0,75 мм выше, чем высота соседней биговальной линейки.
Расстояние между двумя линиями биговки тоже имеет большое значение. В основном для картона B-flute используют расстояние 6,4 мм минимум, а для C-flute -7,9 мм минимум (см. рис. 9).
Волнистые линейки для биговки
Другой новой концепцией в ротационной высечке является использование волнистых линеек для бигования.
Концепция контроля гиба толстых и жестких материалов, таких как металл, посредством зигзагообразно пробитых отверстий для гиба по линии, созданной посередине этих отверстий, далеко ие нова. Однако, ново применение этого решения для сгибания гофрокартона.
Эти новые биговальные линейки называются волнистыми линейками (waverules). Принцип гиба аналогичен описанному выше. Биговальная линия волнистая и линия гиба проходит по центральной линии, образуемой между вершинами волны. Волнистая биговка также помогает предотвратить растрескивание бумаги.
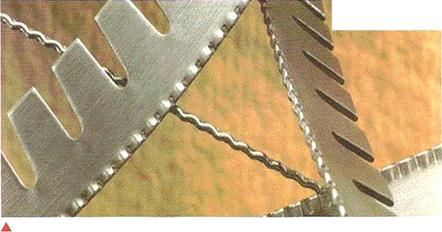
Волнистая биговка