Монтаж флексоформ: все делаем по правилам
От качества монтажа флексографских форм напрямую зависит точность приводки и качество печати. Использование автоматизированных устройств для монтажа значительно упрощает процесс монтажа, но не отменяет знания и соблюдения определенных правил.
Имея современное оборудование, выполнить монтаж форм несложно, вопросы появляются, когда заказ ставится на печать, но что-то не получается. Чтобы такого не случилось, делаем все по порядку и по правилам.
Выбираем нужный тип и жесткость монтажной ленты. Ее можно смонтировать на гильзу либо вручную, либо автоматически. При работе вручную есть большая вероятность кривизны и появления пузырей при разглаживании: все зависит от навыка оператора и качества ленты, а чтобы исправить огрехи, придется взять новую ленту и переклеить. Чтобы уменьшить расход ленты, можно заранее отрезать кусок по ширине формы а не монтировать ручьями со стыками, либо сразу заказывать ленту под свою ширину печати.
Монтажная лента — материал недешевый, поэтому рекомендуется работать с опцией автоматической прокатки валиком. В новых моделях монтажных устройств этому уделено большое внимание. Предусмотрена ножная педаль вращения вала, имеется пневматический вал на прецизионных рельсах для прокатки ленты.
|
|
|
|
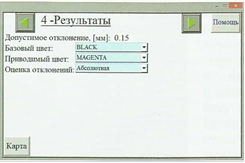
Основной экран управления
|
Выбираем цвет и допустимое отклонение
|
|
|
|
|
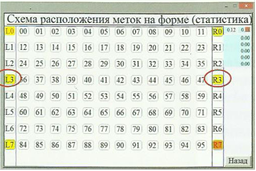
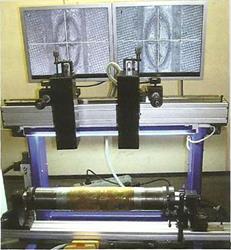
Точки вне допуска выделены красным
|
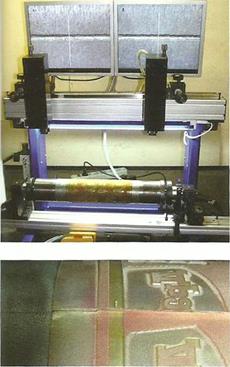
Монтируем по центральным меткам
|

Монтаж формы необходимо выполнять по центральным меткам — при этом вероятность перекоса минимальна. Перед монтажом форму позиционируют на столе с микродоводкой, совмещая микроточки на форме с метками на мониторе. Позиционирование может быть выполнено автоматически — достаточно положить форму на конвейер, если устройство оснащено такой опцией. Если же такой оснастки нет, снимаем подложку ленты и защищаем вал, чтобы форма не прилипла, оставляя 10-15 мм. Если стол есть, подложка не нужна, но в момент приклейки середины формы возможен уход от меток. Чтобы этого не случилось, поможет микродоводка стола с прижимом формы.
|
|
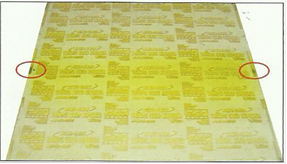
Раскатывать форму необходимо специальным валиком вручную либо автоматически на станке, если установлена такая опция. После монтажа формы проверяем стык по опорной полосе или по элементам печати. Если этого не сделать, то даже при хорошей повторяемости центральных меток концы формы на разных цветах могут расходиться по ряду причин — возможно, форму «перетянули» при прокатке, форма повреждена или бракованная. Чтобы это вовремя выявить и не допустить до печати, разработана опция цифрового наложения меток. Система автоматически покажет, на каком цвете есть точки вне допуска, чтобы заменить или переклеить эту форму. Все формы на все цвета должен монтировать один оператор в одинаковом порядке, выполняя все пункты. Если необходимо монтировать несколько форм на один вал ручьями или частями, нужна электронная линейка. Датчик на линейке должен быть бесконтактным — это уменьшает влияние механической погрешности шестерен. В моделях предусмотрено автоматическое позиционирование видеокамер по ручьям, оно задается программно и запоминается к заказу. Можно работать и вручную, цифры на линейке отображаются точно, предусмотрена микродоводка камеры. |
Есть опция, позволяющая позиционировать вращение вала на определенный градус и возврат его в ноль.
|
|
Датчики гарантируют высокую повторяемость при монтаже формы каждого цвета ручьями. Чтобы контролировать позиционирование вращения вала вручную, на форму заранее добавляют микроточки со смещением на нужный градус, и по одной из камер фиксируют поворот вала по этим микроточкам. Чтобы сэкономить материал на приводке печатной машины и получить хорошее совмещение после первого же оттиска с формы, необходимо всегда начинать монтаж с одного места на гильзе (это метка на гильзе). Опция позиционирования вращения вала установки позволяет выставить в ноль все гильзы и валы с высокой точностью по референтной метке. Эта метка может использоваться и в машине для поддержания совмещения в автоматическом режиме.
После монтажа формы обязательно проверяется стык слева и справа |
Даже при наличии автоматической системы нельзя исключить влияние человеческого фактора, поэтому при выборе монтажного оборудования и опций к нему необходимо найти разумный компромисс между работой в автоматическом и ручном режимах. ❖ Алексей Терентьев