
Флексографская печать на гофрокартоне
Гофрокартон — это материал с переменной жесткостью в плоскости листа. Его конструкция предъявляет особые требования к печати. При изготовлении упаковки из гофрокартона используются две технологии нанесения изображения:
— прямую печать на гофрокартоне;
— предварительную печать на бумаге с последующим ее кэшированием на гофрокартон.
Нанесение изобразительного и текстового материала на упаковку имеет большое значение для улучшения ее внешнего вида, художественного оформления и для помещения необходимой обязательной и произвольной информации.
В общем случае процесс переноса краски при печати зависит от следующих факторов:
— степени впитывания поверхности запечатываемого материала;
— гладкости поверхности;
— количества краски;
— вязкости краски;
— поведения краски при сушке;
— поверхностного натяжения;
— площади печатающих элементов;
— поверхностного натяжения печатной формы.
Гофрированный картон для производства упаковки должен обладать гладкой поверхностью, пригодной для машинного запечатывания надписей и рисунков.
Главными факторами, влияющими на качество печати на гофрокартоне, являются ровность и прочность его лицевой поверхности, способность к поглощению типографской краски, размерная устойчивость, сопротивляемость к истиранию. Поверхностный слой картона должен изготовливаться из хорошо рафинированной влажной массы, поскольку обычный картон для плоских слоев имеет высокую впитывающую способность и пониженную гладкость. С целью улучшения эстетического вида тары, повышения ее красочного оформления применяется гофрокартон, верхний слой которого выполнен из беленой целлюлозы, что позволяет производить качественную многокрасочную печать.
Основным элементом оформления упаковки из гофрированного картона являются шрифты (название изделия, указание фирмы-производителя и страны, в которой изготовлен продукт, условия транспортировки и. т. д.) и штриховые иллюстрации. При оформлении же коробки растровыми иллюстрациями возникает довольно большой разброс по качеству, который зависит от сорта гофрированного картона (его толщины, вида и свойств верхнего слоя поверхности), технологии нанесения изображения (прямая печать на гофрокартоне или предварительная печать на бумаге с дальнейшим кашированием) или способа печати и печатного оборудования. Во избежание нарушений геометрических размеров из-за неоднородности прочностных свойств гофрированного картона давление на него в процессе печати должно быть незначительным. В настоящее время прямая печать на гофрокартоне осуществляется в основном способами флексографской, трафаретной, офсетной и глубокой печати.
Флексографская печать
Флексографская печать является наиболее популярным методом печати текста и изображения на упаковку из гофрокартона. Флексографская печать (лат. flexibilis гибкий) способ высокой печати, при котором применяются эластичные формы и маловязкие быстросохнущие краски. Отличительная особенность флексографского способа печати применение невысоких давлений, так как печатное формы выполняют функцию носителей изображения и одновременно служат декелем (окончатая рама, в которую вкладывается лист для запечатки). Строго определенные деформационные свойства печатной формы флексографской печати обеспечивают равномерность давления при на оттиске 50-100 мкм в зоне печатного контакта. Определенная твердость и упругость (43-50%) обеспечивают сохранение четкости в изображении тонких линий, букв и растровых элементов при печати.
|
|
|
|
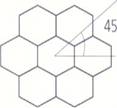
Флексографская печать обычно наносится в процессе переработки листов гофрированного картона в картонные ящики. Печатные машины комплектуют из отдельных печатных секций. Количество таких Рис. 1 Углы расположения ячеек анилоксовых валов секций различно — в основном от 1 до 5, что позволяет наносить на гофрированный картон многокрасочную печать. Для печати на гофрокартоне почти всегда применяются водные краски. Эти краски поставляются в готовом к печати виде и изменение их вязкости для печати не желательно. Растворители (вода, спирт, целлюлоза, гликоль) добавляют в краски в минимальном количестве только для получения требуемой вязкости применительно к условиям печати и свойствам картона.
Для достижения требуемого качества печати и экономии краски вязкость ее и толщина красочной пленки должны быть четко определены. Слишком высокая вязкость краски и, следовательно, толстая красочная пленка вызывают изменение цвета, повышают расход краски, ухудшают тональность изображения, приводят к искажению мелких деталей печатной формы. Слишком низкая вязкость ведет к снижению насыщенности цвета, плохой кроющей способности и неравномерности печати.
В процессе печати краска наносится на печатную форму дозированным по толщине слоем с помощью распределительного валика (так называемого растрового или анилоксового), поверхность которого расчленена на мельчайшие ячейки в виде усеченных пирамид или призм глубиной около 25 мкм. Ячейки анилоксового валика могут быть выгравированы с одним из следующих углов наклона: 30, 45, 60° (рис. 1).
Рис. 2 Механизм появления растискивания на запечатываемом материале
Ограничения в технике прямой печати на гофрокартоне сказываются при выборе характеристик анилоксового вала. Анилоксовый вал выбирают так, чтобы он переносил определенное количество краски на запечатываемый материал и давал требуемую плотность краски на оттиске.
Характеристика анилоксового вала должна быть компромиссной: оптимальная площадь запечатывания для растровых изображений и плашек и хорошая разрешающая способность при печати на картоне с различным впитыванием.
Линиатура растра, выбранная для конкретной работы, зависит от количества наносимой краски и от однородности поверхности и впитывания картона.
Для гофрокартона с поверхностным плоским слоем из картона на основе крафт-бумаги целесообразно выбрать низколиниатурный растр, например 18-26 лин./см (46-66 лин./дюйм), чтобы избежать значительной потери в градации или контрасте на оттиске.
Количество передаваемой краски также важно. Для картона с высоким впитыванием необходимо больше краски, чем для картона с покрытием. Однако слишком большое количество краски будет являться причиной забивания ячеек формной пластины, в результате появится повышенное растискивание растровой точки и потеря градации.
Основные правила при печати на впитывающих и шероховатых поверхностях можно сформулировать так: чем грубее растр, тем лучше градация; чем мельче растр, тем хуже градация и градационная шкала.
Рис. 3 Схема деформации толстых (а, б) и тонких (в) флексографских форм
|
|
||
|
а) Форма без давления
|
б) Форма без подложки (высокое растискивание) |
в) Форма с упругой подложкой (низкое растискивание) |
Для печати на гофрированном картоне применяют эластичные гибкие печатные формы, изготовленные из специальных фотополимерных формных пластин. Качество формы является одним из важнейших слагаемых качества печати. Технология изготовления фотополимерных форм хорошо изучена и большей частью стандартизирована. Рассмотрим факторы, требующие особого внимания.
Монтаж печатной формы должен быть выполнен в точном соответствии с привязкой изобразительных и текстовых элементов на макете упаковки. Монтажная проба дает возможность проконтролировать точность и правильность расположения элементов монтажа и совмещения красок перед печатью. Печатник всегда должен получать монтажную пробу вместе с печатными формами.
Поверхность формы не должна быть липкой. Это легко проверяется прикосновением пальцев. Липкая поверхность формы хорошо притягивает и удерживает частицы пыли, которые потом дадут не пропечатанные светлые точки на оттиске.
|
Табл. 1 Сравнительный анализ флексографских печатных форм из толстых и тонких фотополимерных пластин |
|
|
Толстые флексографские печатные формы |
Тонкие флексографские печатные формы |
|
Наличие эффекта «стиральной доски» |
Уменьшение эффекта «стиральной доски» |
|
Наличие растискивания растровых точек вследствие низкой жесткости печатающих элементов печатной формы |
Сохранение очень тонких линий и растровых точек на форме благодаря уменьшению глубины рельефа |
|
Значительное растяжение поверхности печатной формы,которое необходимо компенсировать |
Уменьшение растяжения поверхности формы, гарантирующее болееточное совмещение красок при многоцветной печати |
|
Наличие некоторых затруднений при креплении печатной формы на формный цилиндр |
Форма более гибкая и лучше монтируется на формный цилиндр |
|
Низкие и средине скорости печати |
Повышение скорости печати |
|
Длительное время обработки печатной формы |
Уменьшение времени обработки печатной формы |
Достаточная глубина рельефа мелких деталей изображения на печатной форме необходима для того, чтобы свести к минимуму забивание краской формы. Недостаточная глубина рельефа ведет к чрезмерно плотным тонам на оттиске. Рельеф формы можно легко проконтролировать с помощью лупы.
Прочность печатающего элемента. Тонкие печатающие элементы подвергаются более высокому давлению при печати, чем, например, жирный шрифт или плашки. Угол профиля печатающего элемента должен быть достаточным для предохранения его от повреждения в процессе печати.
Минимальные отклонения по толщине смонтированной печатной формы. Смонтированная печатная форма состоит из монтажной основы, двусторонней липкой ленты и самой формы. Это означает, что проверять одну форму на соответствие допуску по толщине не имеет смысла. Тестируется весь монтаж целиком какимлибо измерительным устройством.
Доказано, что наиболее эффективно придерживаться общего допуска по толщине всего монтажа (включая двустороннюю липкую ленту и монтажную основу) в пределах +250 мкм.
С печатной формы краска передается на запечатываемый материал под очень малым давлением, обеспечивающим высокую тиражестойкость печатных форм (например, для некоторых типов фотополимерных форм до 2,5 млн. оттисков). Кроме того, маловязкие быстро закрепляющиеся краски позволяют печатать с большой скоростью (до 600 м/мин) как однотак и многокрасочную продукцию на различных материалах.
Высокое качество изображения, получаемое при печати с тонких флексографских форм, делает их выбор для прямой печати на гофрированном картоне весьма привлекательным. Тонкие флексографские формы могут иметь, к примеру, толщины 2,54; 2,84; 3,18 мм и позволяют получать хорошую плотность печати с малым растискиванием. Такие элементы, как тонкий шрифт при выворотке, остаются незапечатанными, достигается хорошая градационная передача в светах без видимого перехода. Еще один положительный фактор — уменьшение эффекта «стиральной доски».
Явление растискивания — увеличения площади печатного элемента — большей частью вызвано деформацией поверхности формы. Хотя краска переносится при очень низком давлении в зоне печатного контакта, мягкая флексографская пластина слегка деформируется и сжимается. Это приводит к растаскиванию на запечатываемом материале (рис. 2).
Толстые печатные формы (3,94- 6,35 мм) обычно мягче, чем тонкие (2,54-3,18 мм), поэтому деформируются больше и растровые точки сдавливаются, а растискивание увеличивается. Избыточное давление поглощается поверхностью мягкой толстой формы.Тонкие флексографские формы отличаются большей твердостью (46-58 ед. по Шору), поэтому их комбинируют с мягкой и гибкой прокладкой из вспененных материалов. Такая прокладка компенсирует избыточное давление путем перераспределения деформации от более твердой формы к мягкому подслою, где и происходит основная деформация (рис. 3).
При использовании данной технологии печатающие элементы на тонкой форме деформируются меньше, чем на толстой. Растискивание значительно уменьшается, если используется прокладка толщиной более 2 мм.
Тонкие твердые пластины более устойчивы к сжатию, чем мягкие (толстые). При использовании такой пластины растискивание будет ниже. Однако мягкие пластины отличаются более качественным запечатыванием плашек. Сравнительный анализ флексографских печатных форм из толстых и тонких пластин приведен в табл. 1.
Качество печатной продукции определяется не только пластиной, но и самим запечатываемым материалом. Различные материалы отличаются впитываемостью краски, глянцем, яркостью и цветовым разрешением. Некоторые характеристики основных материалов поверхностного слоя гофрокартона приведены в табл. 2.
|
|
Табл. 2 Некоторые характеристики основных материалов поверхностного слоя гофрокартона |
|
|
|||||
|
|
Параметр |
Краткая характеристика |
Бумага/картон |
Полимерные пленки |
Многослойные материалы |
|
||
|
|
Цвет |
Зависит от запечатываемогоматериала; цвет запечатываемойповерхности значительно влияетна краски |
Белая, коричневая крафт-бумага, различные цвета бумаги. Мелованный, немелованный картон и гофрокартон |
Прозрачные, белыеи окрашенные |
Зависит от верхнего слоя |
|
||
|
|
Белизна/яркость |
Насыщенность цвета запечатываемого материала |
Выше у отбеленных и глянцевых сортов. Снижается при увеличении количества переработанных волокон (пухлость) |
Зависит от прозрачности белой пленки. Прозрачные пленки требуют белой грунтовки |
Зависит от верхнего слоя. Фольга и металлизированные поверхности требуют использования белых пластин |
|
||
|
|
Непрозрачность |
Количество пропускаемогоматериалом света |
У тонких сортов бумагинепрозрачность меньше, поэтомуони более склоннык просвечиванию красок |
Низкая для тонких, легких сортов, которые склонны к просвечиванию краски с оборотной стороны |
Выше для многослойных материалов |
|
||
|
|
Гладкость |
Более гладкие материалы дают возможность увеличить линиатуру растра, для неровных поверхностей линиатура растра должна быть гораздо ниже |
Газетная бумага, гофрированный и многослойный картон обладают относительно грубой поверхностью, наиболее гладкие — каландрированные и глянцевые сорта бумаги |
Гладкие печатные поверхности, могут возникать проблемы с адгезией краски |
Зависит от верхнего слоя |
|
||
|
|
Абсорбция |
От этого свойства зависит, какбудут распределяться и сохнутькраски. Низкое впитываниетребует высыханияна поверхности, увеличиваянасыщенность цвета |
Газетная бумага, гофрированныйи многослойный картон обладаютнаибольшей впитываемостью,каландрированные и глянцевыесорта бумаги, а также мелованныйкартон впитывают меньшеи отличаются высоким осыпанием |
Невпитывающие материалы |
Обычно низкая, но зависит от непосредственно запечатываемого материала |
|
||
|
|
Глянец |
Свойство поверхности отражать попадающий свет. Глянец может увеличиваться при лакировании или ламинировании и может уменьшаться из-за матовой либо низкоглянцевой отделки |
Каландрированные и глянцевые сорта бумаги обладают высоким глянцем, гофрированный и многослойный картон и газетная бумага обладают низким глянцем |
Для большинства пленок характерен высокий глянец, но пленки могут производиться и с матированной поверхностью |
Зависит от верхнего слоя |
|
||
|
|
Толщина листа |
Толщина материала, мкм |
Для бумаг варьируется от 50до 250, для картона - больше 250.Тонкие сорта бумаги отличаютсяпостоянной толщиной, картон —непостоянной |
Варьируется от 15 до 150.Тонкие пленки могутвытягиваться,неоднороднаяконсистенция можетпривести к неправильнойприводке и образованиюскладок |
Увеличивается с добавлением слоев |
|
||
Как видно из таблицы, с помощью флексографской печати можно наносить печатное изображение на материалы с широким интервалом по толщине и различными физико- химическими свойствами.
Технологический процесс печати на гофрированном картоне включает следующие этапы:
Предварительное изготовление печатных форм, которое проводится вне печатной машины на специальном формном оборудовании. Технология изготовления печатных форм и применяемое для этого оборудование зависят от типа фотополимерных формных пластин. Печатные формы можно заказывать на специализированных фирмах или изготавливать на собственных допечатных производствах.
Монтаж подготовлейных форм на формном цилиндре определенного диаметра в печатной машине.
Подбор краски соответствующей вязкости и цвета.
Установка в зависимости от красочной пленки на анилоксовом валике соответствующего давления между анилоксовым и дукторным валиком или между обратным ракелем и анилоксовым валиком.
Регулирование прижима между анилоксовым валиком и печатной формой на цилиндре. Во флексографской печати установка анилоксового вала по отношению к формному цилиндру очень важна при наладке печатной машины. Высокое давление приводит к получению стертых краев изображения, быстрому забиванию мелкого рельефа краской и повышенному износу формы. К тому же высокое давление приводит к чрезмерному растаскиванию растровой точки, то есть усилению насыщенности тонов.
Те же условия должны быть соблюдены и при регулировке давления формы на печатный цилиндр.
Здесь легче всего воздействовать на качество печати, чрезмерное давление будет являться причиной раздавленных краев изображения.
6. Получение пробного оттиска на картоне и регулирование давления между красконаносящими валиками, формным цилиндром и гофрированным картоном.
Скорость печати составляет 180- 275 м/мин. Печатные цилиндры в печатных машинах несменные. Крепление форм к цилиндрам производят липкой с двух сторон лентой.
Для печати на гофрокартоне применяют только флексографские краски. Флексографские краски применяются при печатании с упруго-эластичных, гибких форм на впитывающих материалах — бумаге и картоне, а также на невпитывающих материалах. Для печати на бумаге с последующим кашированием на гофрированном картоне используются спирторастворимые краски. Эти краски готовят на основе спирта, глицерина, танина и воды с добавлением иногда поливинилового спирта и других коллоидов.
Для печати на невпитывающих материалах — бумагах с покрытием, импрегнированном или покрытом полиэтиленом картоне — применяют флексографские краски, в которых красящим веществом являются анилиновые красители, а связующим — фенольно-альдегидные или другие спиртовые легколетучие смоляные лаки. При печатании на материалах с пленочным покрытием предпочтительнее наносить печать сначала на материал, а потом производить его соединение с гофрокартоном. Если это невозможно, то лучше применять не анилиновые, а пигментированные краски на основе таких связующих, как алкидная фенолоформальдегидная смола, перхлорвиниловая смола, меламиноформальдегидная смола марки К-421-02 и др.