Машины для флексографской печати
2.1. Введение
Эта глава посвящена машинам для флексогра(рской печати, их различным версиям, дополнительным агрегатам, компонентам машин и некоторым установкам поточной линии или комбинациям машин различных способов печати. Вся эта сфера очень большая и многообразная. Но нужно попытаться сделать обзор различных машин для флексографской печати и их компонентов. Далее будут объяснены отдельные элементы, чтобы читателю была понятна вся конструкция машины для флексографской печати и возможности различных комбинаций.
Уже в 1897 году были начаты разработки анилиновой печати, названной по использовавшемуся анилиновому красителю печатной краски, а в начале этого столетия на рынке появились анилиновые красочные аппараты в сочетании с машинами для производства пакетов из бумаги. 11ервая машина для анилиновой печати с рулона на рулон была сдана в эксплуатацию в 1914 году. Она была предшественницей наших сегодняшних машин для флексографской печати, имеющей почти столетнюю историю. Настоящий подъем производства машин для анилиновой и флексографской печати приходится на 1950 год.
В это время получили развитие первые машины для флексографской печати с центральным цилиндром для лучшей обработки искусственной пленки. В последующие годы были разработаны так называемые многоцилиндровые печатные машины секционного построения, использовавшиеся главным образом для запечатывания алюминиевой фольги и картона. Растущий спрос на упаковочные материалы и повышающиеся требования к качеству привели в шестидесятые годы к разработке новых поколений машин для ускорения производства, повышения точности, а также к возникновению первых устройств для полуавтоматов.
Но только после внедрения фотополимерных печатных пластин в семидесятые годы флексографская печать приобрела особое значение, так как при помощи них на машинах для высококачественной печати могли быть получены первые более четкие оттиски с растровых форм. Это дало новый импульс производителям машин для флексографской печати, и повсеместно стали возникать первые высокопроизводительные машины с автоматическими устройствами. Кроме того, появились различные комбинированные машины для поточного производства с флексографской печатью и отделкой материала.
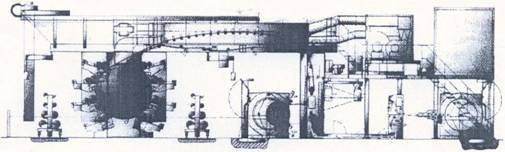
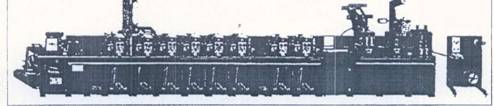
Рис. 2.1. Конструкция печатной машины: 1 — размотка, 2 — устройство для образования бумажной петли, 3 — печатная секция с 8 печатными аппаратами, 4 дополнительный печатный аппарат, 5 — механизм переключения, 6 намотка
В 1980 году в США были разработаны и испытаны первые флексографские печатные аппараты для производства газет. Этот новый вызов приняли производители печатных машин в Европе, и в последующие годы возникли первые флексографские машины для газетной печати со скоростью до 12 м/с.
Примерно в это же время некоторые производители машин для (рлексографской печати, стремясь к предварительному запечатыванию полотна гофрокартона грунтовкой, сконструировали машины с центральным цилиндром и многоцилиндровые машины шириной в 2,20 и 2,50 м. 11осредством этой разработки предварительное запечатывание гофркартона стало занимать значительную часть рынка флексограф- ской печати и дополнило существующее уже много лет запечатывание гофркартона непосредственным печатанием.
В это время были также разработаны и построены машины для флексографской печати шириной 200—400 мм. Эти малые машины с одним центральным или несколькими цилиндрами используются главным образом для печатания и производства этикеток. На этих машинах печатаются также бланки и различная мелкая продукция.
В последние годы все более автоматизировались более широкие флексографские машины для упаковочной промышленности. Сокращение простоя машин и брака, наряду с очень высоким качеством печати, являются сегодня важнейшими требованиями к машиностроителям.
Флексографская печать стала сегодня, как и офсетная и глубокая печать, промышленным способом печати. Далее будут рассмотрены важнейшие особенности всех перечисленных типов машин.
Общая конструкция печатной машины идентична большинству ротационных машин для флексографской печати. Она состоит из размотки с устройством для образования петли, обеспечивающим постоянную подачу материала при стабильном натяжении полотна.
Оттуда полотно проходит к печатному или печатным аппаратам, на которых печатаются отдельные краски и производится сушка. 11осле печатания производится окончательная сушка запечатываемого полотна, во время которой высыхает красочный слой. После этого полотно при помощи охлаждающего цилиндра приобретает нормальную температуру и с определенным натяжением подается на намотку, где оно наматывается с выравниванием краев.
2.2. Версии печатных машин
Все машины для флексографской печати можно разделить на две основные группы с подгруппами.
Многоцилиндровые печатные машины:
печатный аппарат-приставка в установке для
отделки;
печатные машины компактного построения;
печатные машины секционного построения.
Печатные машины с центральным цилиндром.
Из обеих групп можно построить поточную линию или комбинацию печатных машин различных способов печати.
Различные типы машин используются для запечатывания различных упаковочных материалов (от тончайших искусственных материалов до толстого картона) и для запечатывания обоев, этикеток, книг, школьных тетрадей и другой специальной продукции. Чрезвычайно важно правильно выбрать правильную машину для определенной сферы применения, чтобы добиться вр всех отношениях оптимального решения.
2.2.1. Печатная секция-приставка
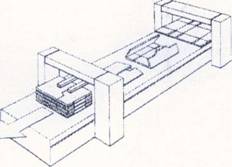
11редшественниками сегодняшних печатных секций-приставок были возникшие на рубеже столетий анилиновые красочные аппараты. Они устанавливались на машинах для изготовления бумажных пакетов и служили для запечатывания бумажных пакетов и сумок одной или двумя красками или «механическому штампованию». Это было позже перенесено на печатание листов и мешков. В середине нашего столетия повсеместно возникли тысячи комбинаций машин, состоящих из секции для обработки бумаги и печатных аппаратов-приставок для производства и запечатывания бумажных пакетов, мешков, листов, рулонов. Этот рациональный режим работы после разработки полиэтилена был перенесен на высокую печать.

Рис. 2.2. Четырехкрасочная печатная секция-приставка в машине для производства пакетов
В последние годы на отделочных предприятиях можно встретить множество комбинаций печатных аппара тов-приставок для флексографской печати с экструдером для изготовления пленки. Сегодня можно утверждать, что каждое предприятие для отделки бумаги и пленки, а также расфасовки должно применять печатные аппараты-приставки для флексографской печати, чтобы рента-, бельно и рационально работать. При этом нет необходимости в транспортировке рулонов, производственном помещении, обслуживающем персонале и нет брака. Рабочая ширина печатных аппаратов-приставок от 250 до 3200 мм. В зависимости от производительности отделочной машины достигается скорость до 400 м/мин. Обычными на рынке являются печатные секции с тремя или четырьмя печатными аппаратами, существуют также и секции с 1—6 печатными аппаратами. С немногими исключениями используются только многоцилиндровые машины, а именно: красочные аппараты с индивидуальными печатными цилиндрами. Г 1ривод печатной секции-приставки осуществляется, как правило, отделочной машиной посредством механических соединительных элементов. Существуют также комбинации, для которых требуется отдельный приводной двигатель. При быстро работающей машине всегда необходимы установки для сушки нагретым воздухом.
Печатная секция-приставка подходит не для всех печатных мотивов, поэтому очень важно знать технические возможности и пределы. Обычные мотивы для этих аппаратов состоят из штриховых рисунков, поверхностей и текстов. Было бы неправильно и нерентабельно использовать такие печатные аппараты для многокрасочной печати последовательным наложением красок по всей поверхности или для тонких штрихов и растровой печати. Для этого нужны дополнительные устройства, которые имеются на машине для флексографской печати с рулона на рулон и которые могут экономично использоваться только здесь. Кроме того, обслуживающий персонал отделочных машин, как правило, не имеет необходимых специальных знаний по флексографской печати.
2.2. 2. Компактная многоцилиндровая печатная машина
Первая машина для флексографской печати с рулона на рулон была многоцилиндровой и была создана на основе известной печатной секции-приставки. Как правило, многоцилиндровая печатная машина имеет от 4 до 8 печатных аппаратов, причем с каждой стороны станины печатной секции размещены от двух до четырех красок. Компактное построение такой машины у всех производителей машин примерно одинаковое.
Полотно материала подается с обычной размотки или с размотки со сменой рулона через устройство для образования петли к станине печатного аппарата. Здесь происходит многокрасочная печать, причем после каждого печатного аппарата производится сушка поверхности напечатанной краски. После последнего печатного аппарата полотно материала проводится через сушильный канал или другие установки для дополнительной сушки, где нанесенная краска должна окончательно высохнуть, через охлаждающий цилиндр с устройством для образования петли к намоточному устройству. Многоцилиндровая машина используется для запечатывания самых разнообразных, но жестких материалов. Точность продольной приводки такой машины составляет сегодня ±0,2 мм.
Для гибких материалов и более высокой точности приводки должны использоват1>ся машины с центральным цилиндром. На многоцилиндровых печатных машинах, как правило, запечатывается бумага со скоростью 600 м/мин. Рабочая ширина составляет от 600 до 2500 мм. Этот тип машин, пользовавшийся повышенным спросом почти 30 лет назад, в последние годы все больше оттесняется машинами с центральным цилиндром.
Рис. 2.3. Четырехкрасочная многоцилиндровая печатная машина с рулона на рулон для двухкрасочного печатания с лица и с оборота с устройством для сгибания страниц
Многоцилиндровая печатная машина состоит, как правило, из основания, или станины, из серого литейного чугуна или стали, на которые устанавливаются печатные аппараты с одной или с двух сторон. Есть конструкции, при которых с одной сто- [юны один на другой устанавливаются до 5 печатных аппаратов, и такие, при которых с двух сторон один па другой устанавливаются от 3 до 5 печатных аппаратов. Таким образом, печатная машина может быть оснащена от 1 до 10 печатными аппаратами. Но это, как правило, не делают для того, чтобы произвести восьмикрасочные оттиски, а печатают на нескольких печатных аппаратах, чтобы подготовить другие аппараты к следующему заказу.
Основание должно быть стабильным, поскольку оно служит опорой для печатных цилиндров, через которые проводится полотно материала и которые вращаются параллельно друг другу. Кроме того, на основании устанавливаются коробки передач, ведущие шестерни для приведения в действие отдельных печатных цилиндров и печатных аппаратов, а также устройства для образования петли. Кронштейны для установки красочных аппаратов расположены либо на основании, либо на торцовой или передней стороне. И здесь требуется стабильность и точность.
Конструкция отдельных печатных аппаратов может быть различной. Например, используются печатные аппараты с тремя валиками: передаточным валиком, валиком с растрированной поверхностью и формным цилиндром.
В ротационных печатных машинах находят применение печатные аппараты с двумя валиками: валиком с растрированной поверхностью с ракелем и формным цилиндром. На рынке имеются и другие специальные конструкции, но они не имеют
значения для создания флексографских печатных машин. 11очти все машины имеют переменный формат, т. е. можно достигать различной длины оттиска. Для этого необходимо заменить формный цилиндр. Следует использовать формный цилиндр с окружностью, соответствующей длине оттиска. Диапазоны длины оттиска отдельных машин различны. На малых машинах они составляют от 250 до 800 мм, на более широких — от 350 до 1000 или даже 1600 мм, но есть конструкции для диапазона длины оттиска от 500 до 2600 мм и более.
Большим преимуществом многоцилиндровых печатных машин является одновременное печатание с лица и оборота, называемое также двусторонним печатанием. Простым изменением проводки полотна и переключением привода печатных аппаратов могут использоваться один, два или три печатных аппарата для запечатывания оборотной стороны полотна. В этом случае применяются дополнительные сушильные устройства, а также охлаждающие валики для безупречного высыхания красок. Чтобы высушить поверхность напечатанной краски, обычно после каждого печатного аппарата устанавливается сушка нагнетаемым нагретым воздухом с одновременной вытяжкой отработанного воздуха, обогащенного растворителем. Поскольку полотно материала от одного печатного аппарата к другому подается свободно и поддерживается только одним направляющим валиком, из-за воздействия сухого воздуха появляются легкие колебания полотна материала, которые наряду с небольшими колебаниями шестерен приводной системы печат-ных аппаратов приводят к отклонениям в продольной приводке отдельных печатных аппаратов. Из-за этого сегодняшнее состояние техники не позволяет добиться допуска по продольной приводке лучшего, чем ± 0,2 мм на многоцилиндровых печатных машинах.
Если необходимо более высокое качество печати, то следует использовать печатные машины с центральным цилиндром.
2.2.3. Многоцилиндровая печатная машина
с центральным колесом
С некоторого времени на рынке предлагаются м(ю- гоцилиндровые печатные машины с особой приводной системой. Здесь речь идет о ярусной системе, при которой 6 или 4 печатных аппарата машины приводятся в движение одним центральным колесом. На такой машине посредством центрального колеса достигается хороший синхронный ход печатных аппаратов. 11оскольку полотно материала свободно проходит между отдельными красочными аппаратами, этот тип машин используется только для жестких материалов. Допуск по продольной приводке составляет ± 0,1 мм. Запечатывание оборотной стороны невозможно отдельными печатными аппаратами.
2.2.4. Многоцилиндровая печатная машина секционного построения
Эта машина построена как машина глубокой печати. На каждом печатном аппарате можно печатать только одну краску, но можно установить друг за другом любое количество печатных аппаратов, причем привод осуществляется .через карданный вал или приводные устройства с электрическим валом. Для этой машины нужно много места и требуются большие капиталовложения. 11реимуществом является длинный путь сушки между отдельными печатными аппаратами, поэтому можно печатать на большой скорости. Для этой машины требуются так называемый регистровый валик между отдельными печатными аппаратами, чтобы исправлять нарушения продольной приводки, а также электронное устройство контроля продольной приводки и регулирующее устройство. Конечно, на такой машине при помощи установки устройства поворотной штанги или другой проводки полотна можно запечатывать и лицевую, и оборотную стороны полотна материала любым количеством красок. Благодаря станине здесь возможно использование различных вставных секций, например сушка УФ- излучением, красочные аппараты для глубокой и офсетной печати. При большой ширине печатания на машинах секционного построения обрабатываются в первую очередь алюминий, картон и бумага со скоростью до 600 м/мин.
Следует также упомянуть концепцию машины, при которой станина с обеих сторон оснащена печатными аппаратами. Во время производства существует возможность непосредственного использования обоих печатных аппаратов или подготовки к новому заказу не использующихся в данное время печатных аппаратов. На таких машинах для смены заказа требуется только несколько минут простоя. Устройства с дистанционным управлением позволяют быстрое переключение на другую длину оттиска и на новый заказ. Эта машина имеет очень высокую производительность.
На станине с общим печатным цилиндром справа и слева расположены по одной печатной секции с тремя или двумя валиками. Благодаря особой системе привода и сцепления возможно печатать одним печатным аппаратом, а второй готовить к новому заказу. Формный цилиндр может надежно устанавливаться и сниматься, а валик с растрирован- ной поверхностью может продолжать работу при помощи собственного приводного устройства.
Последние разработки в этой области дали возможность мгновенно производить смену заказа. 11ричем не использующиеся во время производства печатные аппараты подготавливаются к новому заказу, формный цилиндр с растровым валиком незадолго до окончания заказа доводится до производственной скорости, поэтому смена заказа происходит почти без дефектных оттисков. Таким образом достигается, особенно при малых тиражах, очень большой рационализаторский эффект. К печатным аппаратам подключается участок сушки, охлаждающий валик, и перед следующей станиной регистровый валик или станина уже оснащена дифференциальной пере дачей для регулирования продольной приводки между отдельными печатными аппаратами.
Если от преимущества сокращения времени наладки можно отказаться, то используются все или несколько печатных аппаратов для заказа, причем следует учитывать, что между печатными аппаратами на станине почти не существует возможности для сушки.
Станины для печатных аппаратов машины флексографской печати секционного построения имеют такую же конструкцию, как и для машин глубокой печати, т. е. на каждой станине размещены красочный аппарат, печатный цилиндр, устройство для образования петли, сушилка, охлаждающий цилиндр, регистровый валик, лентопроводя- щие устройства. В этом случае можно говорить об агрегатном построении, при котором любое количество станин может быть установлено друг за другом. Обычно их количество составляет от 5 до 8. Это означает, что можно изготовить оттиск 5~8 красками. Уже выпущены печатные машины, имеющие до 12 станин. Все печатные аппараты соединяются механически или электрически. Формный цилиндр прочно закреплен в корпусе и соединен с приводом печатного аппарата посредством механических и гидравлических приводов. Цилиндр заменяется, особенно в широких машинах, при помощи специальной каретки.
11остроение самого печатного аппарата может быть различным. Существуют модели с погружаемым передаточным валиком и валиком с растрированной поверхностью и открытой ракельной системой, а также модели с валиком с растрированной поверхностью и камерной ракельной системой. Особенно в машинах с рабочей шириной более 1400 мм и конструкциях для высокой производственной скорости от 600 до 720 м/мин сегодня предпочтительны ракельные красочные аппараты со встречным ракелем, так как таким образом достигается равномерный накат краски. А красочные аппараты с погружающимися передаточными валиками позволяют быстро менять нак'ат краски за счет изменения зазора между передаточным и растрированным валиком без замены растри- рованного валика.
Полотно материала через направляющий валик и устройство для образования петли подается на печатные цилиндры. Сразу же после печатания полотно выходит на участок сушки, состоящий из нагреваемого цилиндра или, с недавних пор, из одного или двух сушильных колпаков, затем полотно материала подается через охлаждаемый водой цилиндр и через направляющий валик к так называемому регистровому валику и к следующему печатному аппарату или к намотке. Благодаря длинному участку сушки (до 4 м на высокопроизводительных печатных машинах) на таких печатных машинах возможно производить оттиски на большой скорости и печатать краску на краску по всей поверхности.
В этом отношении такая печатная машина намного превосходит компактную многоцилиндровую машину или печатную машину с центральным цилиндром. Общепринятая точность продольной приводки составляет ±0,2 мм и может быть достигнута и на большой производственной скорости (как на ротационной машине глубокой печати) только при помощи регистрового валика и устройства электронной регулировки продольной приводки. Для этого каждый печатный аппарат, исключая первый, должен быть оснащен оптической считывающей головкой, сличающей напечатанные приводочные метки и подающей команду серводвигателю регистрового валика в случае отклонений. Поэтому длина полотна материала между двумя печатными аппаратами увеличивается или уменьшается и устраняется дефект продольной приводки. В качестве альтернативы на рынке существуют печатные машины, работающие без регулировки приводки. На этих машинах регистровым валиком устанавливается и сохраняется приводка. Это простое управление материалом возможно только при жестком запечатываемом материале.
Это описание показывает, что речь идет о машине для флексографской печати с особыми техническими возможностями, являющимися относительно дорогими и сложными. Г 1о этой причине в последние годы возникла версия печатного аппарата, состоящего из вставного блока, который может легко и быстро вдвигаться в станину и выдвигаться из нее. Поэтому можно резко сократить время переналадки при смене заказа, что повышает производительность и рентабельность печатной машины.
2.2.5. Машина с центральным цилиндром
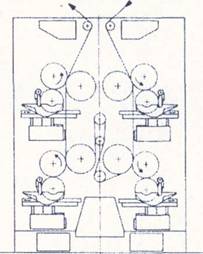
11ервая машина с центральным цилиндром, называемая также планетарной машиной, на которой красочные аппараты располагаются вокруг большого печатного цилиндра по планетарной схеме, была разработана и представлена в 1953/54 годах. Импульс для создания этой машины дала отрасль производства пленки из искусственных материалов, поскольку здесь для запечатывания гибких материалов требовались машины с точной проводкой полотна материала во время процесса печатания. Это требование было удовлетворено разработкой печатной машины с центральным цилиндром, так как полотно материала проходит от размотки через устройство для образования петли и перед первым печатным аппаратом на общий печатный цилиндр, к которому оно прижимается и отходит от этого цилиндра только после последнего красочного аппарата. Полотно материала не смещается, поэтому во время процесса печатания нет отклонений приводки. С соответствующей приводной системой максимальный допуск продольной приводки составляет 0,1 мм. 1аким образом, это ротационная печатная машина с высокой точностью приводки без дополнительной механической или электронной поддержки и дополнительных устройств.
|
|
|
Рис. 2.4. Современная восьмикрасочная машина с центральным цилиндром |
Существующие на рынке четырех-шести- красочные печатные машины все более сменяются восьмикрасочными печатными машинами. На них можно комбинировать четырехкрасочные растровые оттиски с четырьмя декоративными красками. Таким образом, на различных — также и гибких —- материалах способом флексо- графской печати могут производиться печатные мотивы, приближающиеся по качеству к глубокой и офсетной печати. Сегодня много машин с центральным цилиндром становятся универсальными и применяются не только для запечатывания гибкой искусственной пленки, но и для жестких многослойных материалов и бумаги. Эти машины нашли также применение для предварительного запечатывания обоев и гофрокартона. Диаметр центрального печатного цилиндра самых больших машин составляет более 2000 мм, а рабочая ширина — до 2500 мм. Длина оттиска обычных машин для печатания на упаковках ограничена до 1200 мм, вто время как специальные машины для печатания на бумаге или предварительного запечатывания гофркартона допускают длину оттисков от 1600 мм до 2000 мм. 11а машинах большого формата достигается максимальная скорость 250 м/мин, вто время как стандартные машины с рабочей шириной до 1700 мм имеют скорость до 400 м/мин.
Для одноцилиндровых печатных машин сегодня используются устойчивые станины из серого литейного чугуна или сварные стальные конструкции, т. к. на них размещаются центральный цилиндр и приводная шестерня, которые должны вращаться без колебаний, с высокой точностью.
|
|
|
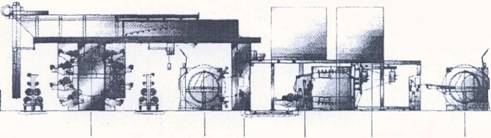
Рис. 2.5. Восьмикрасочная машина с центральным цилиндром с поточной линией для кэширования |
Вокруг этого центрального цилиндра расположено, как правило,6 или 8 печатных аппаратов по планетарной схеме. Наиболее распространенной является восьмикрасочная печатная машина, на которой сегодня можно производить печатание с растровых форм высокой линиатуры отличного качества.
Длина оттиска зависит от количества печатных аппаратов, сгруппированных вокруг централь ного цилиндра, и от его диаметра. Обычный диаметр составляет от 1500 мм на шестикрасочных машинах до 2300 мм на восьмикрасочных машинах.
Больший диаметр используется в печатных машинах для предварительного запечатывания гофркартона. Для машин с центральным цилиндром ширина печатания составляет от 300 мм до 2500 мм.
Гарантом высокой точности приводки и высокого качества печати, конечно, является общий печатный цилиндр —- сердцевина машины с центральным цилиндром. Модели высшей категории имеют отклонение вращения не более 0,005 мм и неровность поверхности в 0,002 мм. Очень важно поддержание постоянной температуры центрального цилиндра, которое осуществляется при помощи воды, так как в противном случае, особенно из-за воздействия сухого воздуха, изменяется точность вращения во время печатного процесса. Это приводит к перерывам в печатании, неравномерному печатанию и плохому качеству печати. Большое значение имеют также осторожная работа печатным цилиндром и тщательный уход за центральным.
На машинах с центральным цилиндром полотно материала, поступающее с размотки или устройства для образования петли, плотно прижимается обрезиненным обжимным валиком к печатному цилиндру, чтобы между цилиндром и полотном материала не было воздуха. Гак оно проводится через все печатные аппараты и отходит от цилиндра только после последнего печатного аппарата. Таким образом, даже гибкое полотно материала не смещается и не происходит отклонений приводки. Даже нагнетаемый воздух сушильной установки, расположенной между отдельными печатными аппаратами, не может вызвать вибраций полотна и вызвать дефекты приводки.
Благодаря такой конструкции машины каждое зубчатое колесо формного цилиндра сцепляется непосредственно с зубчатым колесом центрального цилиндра, которое соответствует по диаметру прижимающему цилиндру. 11оэтому между зубьями нет зазоров.
Машина с центральным цилиндром — это лучшая база для универсальной машины для флексографской печати для производства печатной продукции, на которой с высоким качеством печати могут запечатываться почти все материалы.
2.2.6. Поточные линии/ комбинированные машины
Поточные линии — машины для флексографской печати с рулона на рулон, комбинированные с другими процессами отделки, существуют в разнообразном исполнении уже четыре десятилетия. Например, шестью красками запечатывалась с одновременным тиснением и перфорированием обертка для сливочного масла из алюминиевой фольги с припрессованной пленкой. Точное соблюдение приводки было невозможно, но можно было производить надпечатывание и лакирование с большими допусками по приводке.
После некоторого замедления развития в 20-е годы произошел дальнейший подъем, благодаря вступлению флексографской печати в производство обоев. Эта отрасль требовала поточных линий для печатания, лакирования с комбинированием флексографской и глубокой печати с высокой точностью приводки. В ответ на это были усовершенствованы механические элементы привода и сопряжения и применены новые электрические и электронные устройства.
В то же время первые флексографские машины были оснащены дополнительными намоточными устройствами, чтобы при помощи нескольких незначительных изменений машины для флексографской печати производить сухую припрессовку. Эти рационально работающие комбинации привели к созданию других установок для рентабельного производства определенных упаковочных материалов или другой продукции. С продвижением на рынке упаковки припрессовки без растворителя была создана возможность производить многослойную пленку с относительно низкими затратами за одну рабочую операцию с использованием флексографской печати. Все указанные установки поточной линии экономят рабочие операции, транспортировку материала и рабочую силу и сокращают брак. Конечно, время наладки таких установок должно быть как можно короче, а отдельные заказы — крупнее, чтобы можно было рентабельно работать.
Хорошо зарекомендовала себя следующая комбинация: машина для флексографской печати с центральным цилиндром с одним или двумя аппаратами глубокой печати для запечатывания полотна материала и последующего нанесения покровного слоя PVDC или клея на оборотной стороне полотна материала.
|
|
|
Рис. 2.6. Поточная линия из восьмикрасочной машины с центральным цилиндром и аппарата глубокой печати |
При соответствующем оборудовании аппарата для глубокой печати можно также произвестинанесение термослоя. Это поточная линия для рационального производства специальных упаковочных материалов для кондитерской и пищевой промышленности. Постоянный рост цен па сырье в последние годы, а также дальнейшее повышение расходов на персонал заставляют производителей машин вместе с производителями упаковки разрабатывать и создавать новые поточные линии. Здесь у флексографских машин широкое поле деятельности.
|
|
|
Рис. 2.7. Восьмикрасочная машина с центральным цилиндром в поточной линии с припрессовкой и аппаратом глубокой печати для нанесения клея |
2.3. Печатные машины для узкого полотна
Вначале у флексографской печати были свои типичные сферы применения при запечатывании бумажных пакетов, мешков, а также гофрокартона. Нынешнего положения среди способов печати в полиграфии она достигла своим победным шествием при запечатывании гибких упаковочных материалов из пленки. Другим сегментом рынка, на котором способ флексографской печати, прежде всего в СШЛ, уже много лет находит применение, является печатание самоприклеивающихся этикеток. На некоторых машинах для печатания этикеток в технике печатных аппаратов используются системы как стремя, так и с двумя валиками с открытым или камерным ракелем. Машины работают с рулона на рулон и в качестве готовой продукции выпускают, как правило, напечатанные и высеченные на поточной линии самоприклеивающиеся этикетки. 11аряду с флексографской печатью на упаковках, использующейся главным образом для широкого полотна от 600 мм, применяются машины «для узких рулонов». В сфере машин для печатания этикеток на узком полотне флек- сографская печать во всем мире получает все большее распространение.
2.3.1. Флексографские машины для печатания этикеток
На основе применяемой в США единицы «дюйм» рабочая ширина диапазона узких рулонов начинается с семи дюймов, что в пересчете в метрическую систему составляет 177,8 мм. Поэтому в Европе ширина печатания машин для узких рулонов в сфере печатания этикеток начинается со 180 мм. Чаще всего встречается ширина полотна в диапазоне от 200 до 330 мм. Некоторые производители машин предлагают для этого сектора печатные машины с рабочей шириной до 520 мм. Но на практике такие модели используются только при больших тиражах, чтобы машины были загружены разумно и рентабельно. За прошедшие годы машины для узкого полотна можно было встретить только в отдельных случаях в типографиях, которые производили гибкие упаковочные материалы и складные коробки. Эта тенденция вызвана общим движением к более мелким тиражам и все более сокращающимся срокам поставки. Машины для узкого полотна способны выполнить эти задачи благодаря своей недорогой и гибкой концепции. Прежде всего, интересным для пользователя является оснащение агрегатами, благодаря которым отделка или обработка (лакирование, штанцевание, резка, би- говка и т. д.) может выполняться за один прогон вместе с печатанием.
|
|
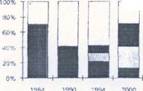
Q Флексографская печать и флексографская печать УФ-красками Ш Комбинация: трафаретная, типографская, офсетная печать В Ротационная типографская
|
|
Рис. 22 Развитие способов печати на рынке самоприклеивающихся этикеток, данные в процентах |
|
В печатании этикеток флексографская печать на протяжении нескольких лет успешно распространяется на рынке. На рис. 2.8. показано, что новые машины для флексографской печати вытесня ют прежде всего ротационную типографскую печать, которая образует на европейском рынке рулонных самоприклеивающихся этикеток большую часть существующей производственной базы.
На японском рынке типографская печать как и прежде, является доминирующим способом печати для производства рулонных этикеток. В противоположность акцидентной печати, где произошел полный перевод производства с типографской печати на офсетную, в печатании самоприклеивающихся этикеток офсетная печать утвердилась в незначительном объеме для специального применения или в машинах с поступательной проводкой полотна. Даже если в сфере самоприклеивающихся этикеток пленочнще материалы имеют высокую норму прироста, бумажные этикетки все еще составляют большую часть запечатываемых материалов. Поэтому красочные системы на водной основе широко распространены в печатании этикеток способом флексографской печати. Использование химикатов может быть незначительным. Усилия разработчиков в этой сфере привели к созданию серий красок с высокой интенсивностью и хорошим закреплением на большинстве запечатываемых материалов. Используется сушка нагретым воздухом или инфракрасным излучением. Часто этикетки облагораживаются нанесением слоя УФ-лака на всю поверхность или только на изображения в матовом или глянцевом исполнении. В печатании этикеток после широкого внедрения на рынок флек- сографского способа печати наблюдается новая волна — флексографская печать УФ-красками. Использование красочных систем с затвердением красок при УФ-излучении и новое поколение керамических валиков с растрированной поверхностью способствуют значительному повышению качества и рентабельности. Более строгие пред- писания по охране окружающей среды привели к использованию красочных систем без растворителей. В печатании этикеток используются печатные краски для флексографской печати, зат- верждающиеся как радикальным, так и катио- новым способом. Кроме того, применяются комбинации обеих систем, так называемые краски- гибриды.
11а основе полностью измененной реологии систем УФ-красок, по сравнению с обычными красками, они все больше используются на производстве. 11ереход от обычной флексографской печати печатными красками на водной основе к флексографской печати УФ-красками означает вступление в новый, еще не совсем исследованный процесс печати, связанный также и с новой технологией сушки.
При использовании красочных систем с УФ-красками их следуег адаптировать к технике красочных аппаратов. Например, системы с камерным ракелем более предпочтительны для того, чтобы, с одной стороны, сохранить стабильной передачу краски при высокой скорости печатания тиража, а с другой — использовать системы циркуляционной подачи краски, чтобы можно было отказаться от постоянного контроля обслуживающим персоналом подачи краски. Флексог- рафская печать УФ-красками проявляет очевидные преимущества, поскольку не производится вредных для окружающей среды выбросов, не производится сушка краски при остановке машины, переносимое количество краски всегда постоянно, требуется немного времени на очистку, нет затрат на защиту от взрывов, а качество печати улучшается.
2.3.2. Концепции печатных машин
Машины для узкого полотна необходимы для печатания зтикеток, поскольку они очень точно учитывают потребности пользователей этой отрасли. При разработке концепций машин учитываются прежде всего следующие аспекты:
размеры тиражей снижаются: около 70% заказов находится в диапазоне от 100 ООО этикеток или менее, более 50% заказов находится
в диапазоне от 50 000 этикеток и ниже, от 35 до 40% обрабатываемых самоприклеивающихся многослойных материалов выпадает на диапазон до 100 000 этикеток;
требования к качеству повышаются: необходимо высокое качество мотивов с высокой разверткой и растров с убывающим тоном, мотивы становятся более претенциозными, печатное изображение все более определяют комбинированные мотивы из запечатанных поверхностей, автотипных репродукций, растровых тонов высокой линиатуры и элементов изображения, paci изложенных близко друг к другу;
растет количество вносимых в оттиск временных изменений: более короткие циклы жизни продукта приводят к адаптации этикеток к оформлению продукта, соответственно незамедлительно, даже непосредственно перед началом печатания с наименьшими затратами должны производиться изменения текстов и изображений;
растет количество новых, более тяжелых для обработки материалов: из-за высоких норм прироста в сфере пленки (от 8 до 10% в год) можно предвидеть, что в будущем печатные машины должны быть приспособлены для обработки материалов, восприимчивых к нагреванию и растяжению;
следует учитывать аспекты окружающей среды: применение красок без содержания растворителей, а также резкое сокращение отходов являются обязательными требованиями, которые и производители печатных машин должны включить в свои разработки.
Перечисленные потребности пользователей наглядно показывают, что для производителей печатных машин все меньшее значение имеет пропаганда определенного способа печати как самого подходящего. Для производителя машин значительно важнее предлагать своим пользователям все применяемые в отрасли способы печати и отделки, а также своевременно предоставлять в распоряжение новые технологии. Если в восьмидесятые годы различались только типографские и флексографские машины, то за последнее время наибольшее распространение получили машины-гибриды.
2.3.3. Модульные концепции машин
Производство этикеток характеризуется большим количеством обрабатываемых материалов, а также широкой сферой применения этикеток. Машиностроение отвечает этим особенностям предложением широкого спектра способов универсального использования машины. Поэтому существует необходимость в оснащении машины для печатания этикеток всеми распространенными способами отделки.
Для печатания этикеток важно комбинирование различных способов в одной печатной машине и предоставление пользователям возможностей гибкого комбинирования.
Для выполнения требований высокой гибкости в печатных машинах для производства рулонных этикеток предусмотрена структура с высокой разрешающей способностью. Базовые элементы таких машин являются универсальными модулями, оснащенными устройствами для замены различных красочных аппаратов и секций отделки. Для того, чтобы пользователь мог заменить красочный аппарат в течение нескольких минут, существуют интерфейсы для необходимых механических, электрических и пневматических соединений.
|
|
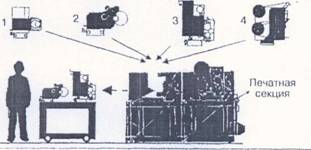
1. Ротационная трафаретная 2. Ротационная флексографская 3. Ротационная типографская горячее печать печать 4. Ротационное печать тиснение фольгой |
|
Рис. 2.9. Благодаря структуре построения с базовыми элементами в современных машинах для печатания этикеток можно менять четыре различных способа печати |
|
Гибкие производственные линии содержат в зависимости от концепции их построения альтернативные способы ротационной типографской печати, флексографской печати, ротационной трафаретной печати, офсетной печати, а также горячего тиснения и конгрева (бескрасочного блинтового тиснения). Эти способы могут использоваться в любых количествах в отдельности или в комбинациях в одной и той же машине. Для более гибкого выбора способа отдельные печатные позиции этих систем машин секционного построения размещены вертикально. Это дает возможность получить компактные и легко обозримые производственные системы
Оснащение машины включает в себя, как правило, отделочную часть. Поскольку эти машины рассчитаны на производство готовой продукции в виде высеченных этикеток, то оснащение штанцевальной секцией и устройством снятия решетки является обязательным. Часто используются секции для перфорирования и поперечной разрезки. Для отделки продукта должны быть в распоряжении лакирование, ламинирование и кэширование.
Благодаря модульному построению на уровне деталей машин можно сформировать конфигурации машин с десятью и более красочными аппаратами. Возможно также дополнительное расширение уже установленной машины. 11отре6ность в комбинированных машинах ставит для создателей машин флексографской печати условие, заключающееся в том, что прежняя обычная структура построения в машиностроении заменяется модульностью, т. е. свободной заменяемостью на уровне способов печати. Машины для флексографской печати.
|
Аппарат для печатания на оборотной стороне с проводкой полотна |
Ротационная флексографская печать с камерой |
Аппарат для ротационной трафаретной печати |
|
|
||
|
|
||
|
Рис. 2.10. Типичный пример модульной концепции машины для флексографской печати нового поколения, состоящей из аппаратов для флексографской печати с камерной системой ракеля, ротационной трафаретной печати, а также устройств, обеспечивающих запечатывание оборотной стороны |
||
нового поколении могут дополняться и перестраиваться. В печатном отделении часто подключается ротационная трафаретная печать, в частности для запечатывания пленки в комбинации с флексографской печатью.
Кроме того, дальнейшее развитие техники красочных аппаратов в флексографской печати было сконцентрировано на УФ-красках. Результатом явился аппарат для флексографской печати УФ-красками с вариантом для системы подачи краски с камерным ракелем и приспособлением для установки формного цилиндра с предварительной регулировкой приводки и установкой натиска. Нарастающее использование флексографских машин для производства продукции из мономатериалов (пленки, картона и т. д.) требует все в большей мере возможности Запечатывания оборотной стороны без повреждения лицевой стороны субстрата. Специально разработанные печатные аппараты для запечатывания оборотной стороны с возможностью переворачивания полотна материала отвечают этим требованиям.
2.4. Печатные машины для запечатывания гофрированного картона
2.4.1. Непосредственное печатание или предварительное запечатывание
2.4.1.1. Непосредственное печатание или Post-Print
Непосредственное печатание — самый простой и старый способ печати, использующийся для гофрокартона, состоит в запечатывании готовых листов гофрированного картона. Для того, чтобы не нарушить основное свойство гофрокартона, его стойкость, во время печатания на него следует ока зывать очень незначительное давление. Это обеспечивается использованием эластичных печатных пластин или печатных пластин с подставкой.
Применение эластичных печатных пластин с подставкой или без нее дает отличное качество печати даже при запечатывании поверхностей со структурой «стиральной доски». Прежде гофрокартон запечатывался печатными красками на основе масла, которые требовали продолжительной сушки, поэтому было невозможно одновременно печатать и производить отделку. Сегодня для непосредственного печатания применяются главным образом флексографские краски на водной основе, которые очень быстро высыхают, поэтому дают возможность печатать и производить отделку за один прогон. Время прогона при обработке гофрокартона обычно достаточно короткое. Благодаря простоте применения непосредственное печатание находит здесь свое применение. Его доля на рынке составляет более 90%. Доля непосредственного печатания флек- сографским способом составляет от 5 до 6% и имеет тенденцию к росту.
2.4.1.2. Предварительное запечатывание или Pre-Print
11редварительное запечатывание было введено около 30 лет назад. Поскольку в то время еще не было высокоскоростных флексографских машин для непосредственной печати, а качество было не совсем удовлетворительным, возникла идея запечатывать полотно покровного слоя картона до изготовления самого полотна гофрокартона. После запечатывания полотна покровного слоя на обычной широкой флексографской машине рулон подается на установку для гофрокартона, где производится его отделка. Перед поперечной резкой полотна гофркартона фотоэлементы считывают маркировку, напечатанную на полотне покровного слоя, чтобы листорезальная машина установки для гофрокартона нарезала листы в соответствии с приводкой.
Но недостаток состоит в том, что предварительное запечатывание предназначено для больших тиражей. Машины для предварительного запечатывания, как правило, имеют такую же ширину, как и сама установка для гофрокартона, т. е. около 2,45 м.
В целях сокращения расходов должен быть запечатан по меньшей мере один рулон, т. е. около 15000 м2. Но в целях рентабельности должно быть запечатано не менее трех рулонов, т. е. около 45000 м2. В магазинах и супермаркетах покупатели обращают особое внимание на новое оформление упаковки, что также приводит к уменьшению тиражей.
В связи с постоянно меняющимися требованиями рынка предварительно запечатанный в больших количествах картон означает бесспорную потерю гибкости. Доля рынка предварительно запечатанного картона колеблется в зависимости от рынка сбыта от 2 до 8 или 10% и в среднем составляет около 5%.
2.4.2. Режим работы при непосредственном печатании
2.4.2.1. Машины в поточной линии
Важным видом упаковки, который производится на поточной линии, являются складные коробки, составляющие около 70% всего производства упаковки из гофрокартона. На машинах поточной линии лист, поступающий из установки для производства гофрокартона, запечатывается и отделывается.
Размеры поточных линий зависят от минимальных и максимальных форматов листов, которые должны обрабатываться.
Функциональные принципы существующих моделей машин могут немного различаться.
|
|
|
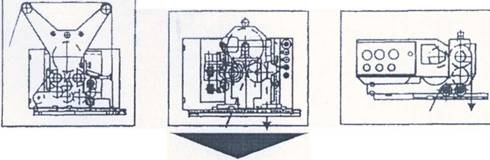
Рис. 2.11. Поточная линия с пятью печатными аппаратами |
На поточной линии листы
в
1) подаются через автоматическую загрузку,
2) вводятся через самонаклад,
3) запечатываются на аппаратах для флексог- рафской печати,
4) станок для вырубки производит биговку, шлицовку, продольные разрезы,
5) предусмотренный в качестве варианта штан- цевальный аппарат высекает, например, отверстия-ручки для захвата при транспортировке,
6) машина для складывания и склеивания соединяет части коробки посредством проклейки, скобами или клейкой лентой, складывает, пересчитывает и станелирует коробки.
11оточная линия может быть оснащена от 1 до 4 печатными аппаратами. Печатание производится снизу, поэтому последующее сгибание — сверху. Для прикрепления печатных пластин, замены краски и т. д. печатные аппараты могут выдвигаться.
|
|
|
Рис. 2. 12. Секции для складывания и склеивания |
2.4.2.2. Машины для непосредственного печатания
Тенденция к более высокому качеству печати как раз в последние годы вступила в сферу непосредственного печатания на гофрокартоне. Большая красочность и воспроизведение деталей требовали усовершенствования технологии. Это привело к созданию высокопроизводительных листовых печатных машин секционного построения.
Эти листовые печатные машины для непосредственного запечатывания гофрокартона оснащены шестью печатными аппаратами и позволяют производить высококачественное штриховое, полутоновое печатание, а также со всей поверхности формы. 11оследний печатный аппарат часто используется для нанесения лака, который повышает блеск и защиту оттиска.
|
|
|
Рис. 2.13. Листовая печатная машина для непосредственного печатания на гофркартоне |
Отдельно установленная флексографская машина (рис. 2.13) состоит из автоматической загрузки 1 (в качестве варианта), самонаклада 2, печатных аппаратов 3, стапельного выклада 4.
2.5. Флексографские машины для газетной печати
2.5.1. Введение
Здесь мы должны упомянуть о флексографс- ком печатном аппарате для печатания ежедневных газет, разработанном около 20 лет назад многими производителями машин для флексог рафской и газетной печати во всем мире. 11осле введения офсетной печати в сферу печатания ежедневных газет, прежде всего в США, появилось стремление к простой машине. После разработки фототипа Объединением американских газетных типографий (ANPA) сначала только некоторые заводы по производству печатных машин заинтересовались этой задачей и начали соответствующее конструирование. Сегодня во всем мире этой сферой занимаются отдельные производители флексографских машин из области упаковки и некоторые создатели машин для печатания газет и иллюстраций. После первых опытных образцов печатных аппаратов облегченной или компактной конструкции для установки на имеющихся типографских или офсетных машинах для печатания газет или для самостоятельного использования возникли различные флексографские печатные секции и многочисленные флексографские машины. Вначале некоторые печатные аппараты и малые машины использовались только для экспериментальных целей или для особых задач. Многочисленные машины в США и Западной Европе уже работают, другие создаются или находятся на стадии заказа. Положительные результаты черно-бе- лой и цветной печати и высокая рентабельность этого способа стали для газетных типографий поводом для заказов на поставку комплексных газетных типографий.
Для таких типографий применение флек- сографского способа печати предоставляет следующие преимущества: простой способ, удобные для обслуживания печатные аппараты и машины, незначительное количество дефектных оттисков, использование более тонкой бумаги, незначительное просвечивание печатной краски, отсутствие истирания краски, острые растровые точки при использовании водных красок, более низкое потребление энергии, машины, не требующие высоких затрат.
Ниже следует описать высокопроизводительную четырехкрасочную секцию одну из многих существующих на мировом рынке конструкций. Эта печатная секция рассчитана на полотно бумаги шириной 1500 мм, длину отрезаемого листа 600 мм и две длины отрезаемых листов в зависимости от объема, т. е. диаметр форм ного цилиндра 380 мм, а также на скорость до 750 м/мин, т. е. 75000 газет в час. Здесь речь идет о четырехкрасочной флексографской печатной секции для газетной печати, которая удовлетворяет сегодня все требования к офсетным и типографским машинам.
|
|
|
Рис. 28: фпексографский газетный печатный аппарат с четырьмя красочными аппаратами |
По этой причине все цилиндры установлены с особой точностью на крупных подшипниках качения, расположенных на литых основания^. Для привода используются шлифованные зубчатые колеса особого качества в масляной ванне. Высокая точность вращения всех цилиндров является условием для безупречного качества печати. Накат краски на мягкую эластичную фотополимерную печатную пластину, которая укрепляется на формном цилиндре с покрытием из губчатом резины при помощи механического или магнитного зажимного устройства, производится посредством относительно крупных валиков с ра- стрированной поверхностью. Они обеспечиваются краской при помощи так называемой красочной камеры, а при помощи негативного ракеля производится снятие краски с поверхности. Таким образом достигается безупречная и равномерная передача краски и накат краски на печатную пластину на максимальной скорости печатания.
Пневматическое включение и выключение натиска, регулировка продольной и боковой приводки, автоматическая подача краски, контроль вязкости и автоматическое устройство для смывки краски, как и другие механические, пневматические и электронные устройства контроля, относятся к основному оборудованию.
Эта печатная секция может также поставляться с двумя или тремя печатными аппаратами, что определяется конфигурацией всей линии печатной машины.
Общеизвестному в сфере печати на упаковках непосредственному флексографскому печатному аппарату с прижимающим цилиндром, формным цилиндром с мягкой эластичной печатной пластиной и валиком с растрированной поверхностью, оснащенным ракелем, с применением водных красок в настоящее время отдается предпочтение, прежде всего в США и частично в Англии и Италии, в то время как, например, в Германии, Нидерландах и Швейцарии применяется косвенный способ флексографской печати с прижимающим цилиндром с резиновым покрытием, формным цилиндром с жесткой печатной пластиной, передаточными валиками с резиновой покрышкой и валиком с растрированной поверхностью, оснащенным ракелем, с применением масляных красок. Это происходит прежде всего потому, что обычно высокое качество офсетной печати в этой сфере еще не может быть достигнуто в флексографской печати при сегодняшних возможностях.
Широкое применение флексографских печатных секций в газетной печати и в производстве простых журналов и телефонных книг могло бы дать способу флексографской печати сильный импульс и означало бы равенство флексографской печати с уже зарекомендовавшими себя способами офсетной и глубокой печати. Различия в качестве очень многих американских газет и некоторых ежедневных газет в западно-европейских странах нельзя не учитывать.