Растровый валик
(анилоксовый цилиндр)
Все способы печатания зависят от равномерной и достаточной
передачи печатной краски на печатную форму, если качество отпечатанных оттисков
должно соответствовать оригиналу и оправдывать ожидания заказчика. Важное значение
для передачи печатной краски имеет конструкция печатного аппарата. Во
флексографской печати краска переносится на печатную форму растровым валиком
(анилоксовым валом, анилоксом).
На подложку можно нанести всегда только то количество
краски, которое имеется на печатной форме, поэтому, качество печати в
исключительной степени зависит от растрового валика.
Для точного
регулирования количества краски её свойства имеют решающее значение.
Поэтому мы назовём по порядку различные факторы, которые
имеют влияние на переносимое количество краски :
а) способ изготовления
б) структура растра и
вращение к оси валика
в) форма растровой
ячейки
г) линиатура растра и
соотношение ячеек и линий в растре
д) теоретический объём
переносимой краски
Кроме того, мы должны различать следующее: снимается ли
краска ракелем с валика с растрирований поверхностью или продавливается.
А) Способы изготовления
Молетирный способ - при котором с основной молеты под высоким
давлением вдавливается одновременно несколько ячеек в поверхность валика.
Электронное гравирование алмазом, который может быть отшлифовав
в форме остроконечной пирамиды, усечённой пирамиды или сферической формы.
Каждая ячейка выбивается отдельно (в секунду 4000 штук),причём одновременно
происходит уплотнение материала.
Электронное гравирование гелиоклишографом - здесь ячейка не
выбивается штихелем, а вырезается из медного слоя (гравирование снятием
стружки).
Травление - фотохимический способ, примыкающий к изготовлению
цилиндров для глубокой печати.
Повторения подчинены определённым допускам, обусловленным
способом,
Керамический валик - стальной валик покрывается керамическим
слоем непосредственно или после гравирования.
По новому способу изготовления нанесенный керамический
расплав гравируется лазерным лучом. Такие валики, отличающиеся высокой
механической износостойкостью, находятся сейчас в стадии испытаний, частично с
растром в 200 линий/см.
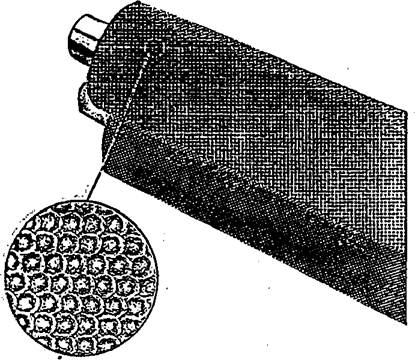
Керамический растровый валик (анилоксовый вал, анилокс)
Уже в 1972 году, в связи с растущим применением ракелей,
были проведены первые эксперименты, направленные на повышение износостойкости
растровых валиков.
Понадобились различные промежуточные этапы, не приведшие
вначале к удовлетворительным результатам, чтобы в 1980 году прийти к новому
поколению растровых валиков, которые отвечали всем требованиям.
На динамически отбалансированный стальной цилиндр наносится
с утроенной скоростью звука слой керамического покрытия (окись хрома), которое
затем шлифуется алмазом. Лазерный луч выжигает в керамическом покрытии растровые
ячейки.
Ячейки имеют сферическую форму и могут выжигаться как
прямоугольно, так и диагонально.
В настоящее время возможно получить линиатуру растра 40-60
пин./см, поставленная цель - 200 лин./см.
Неординарно высокая износостойкость говорит сама за себя.
Так например было отпечатано 200 милл. погонных метров со снятием краски
ракелем, без видимого износа, тогда как обычные растровые валики, работавшие в
одинаковых условиях, пришлось сдавать на ремонт уже после отпечатки 5 милл. погонных
метров.
Такие растровце валики пригодны и для ФлексограФской печати,
но при условии, что. угол наклона растровых линий валика составляет 45' к его
оси.
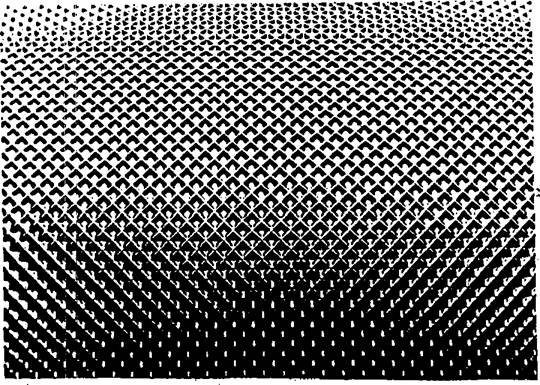
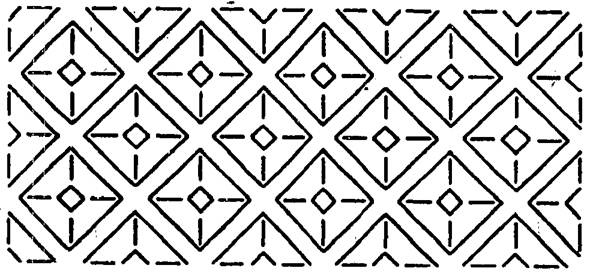
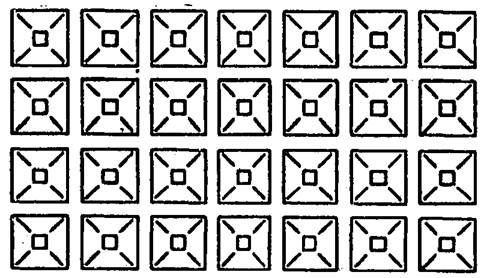
Б) Растровые структуры
На рисунке мы показываем три различные растровые структуры:
прямоугольный растр, диагональный растр и ромбический растр, которые уже
применялись в флексографской печати для валиков с растрированной поверхностью.
Диагональный растр
Ромбический растр
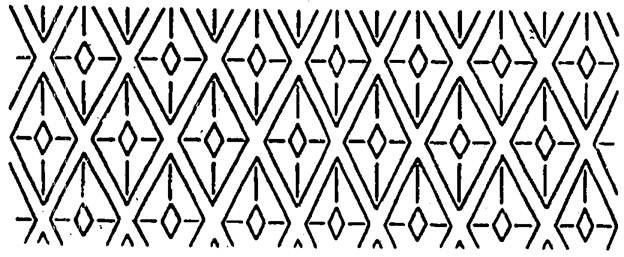
Для воспроизведения автотипных растровых клише или поверхностей
диагональный растр оправдал себя лучше всего с утлом в 45 градусов к оси
валика.
Прямоугольный растр
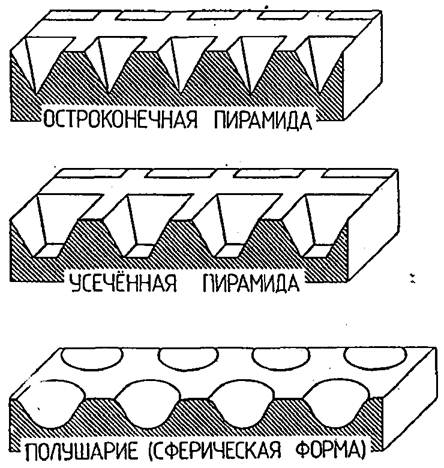
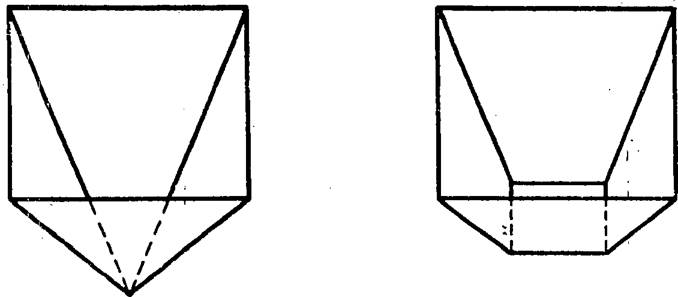
В) формы растровых ячеек
Рисунок показывает три различных формы ячеек: остроконечная
пирамида, усечённая пирамида и полушарие (сферическая форма).
Эти различные формы ячеек уже все применялись в
флексографской печати для изготовления валиков с растрированной поверхностью.
Рисунок показывает "основные формы", которые в
соответствии с различными способами изготовления могут подвергаться
определённым изменениям. Как форма остроконечной пирамиды, так и форма
усечённой пирамиды могут показать на дне ячейки закругления боковой
поверхности, которые тем не менее не являются сферической формой.
Для переноса краски из растровых ячеек действительно
следующее: чем площе стенка ячейки и чем ровнее дно ячейки, тем более полное
опорожнение. Поэтому геометрическая форма ячеек является решающей величиной,
влияющей на переносимое количество печатной краски.
Различные формы
растровых ячеек в разрезе
Линейные растры, называемые также штриховыми растрами,
состоят ИЗ диагональных линий, направленных под углом 4 5,' к оси валика.
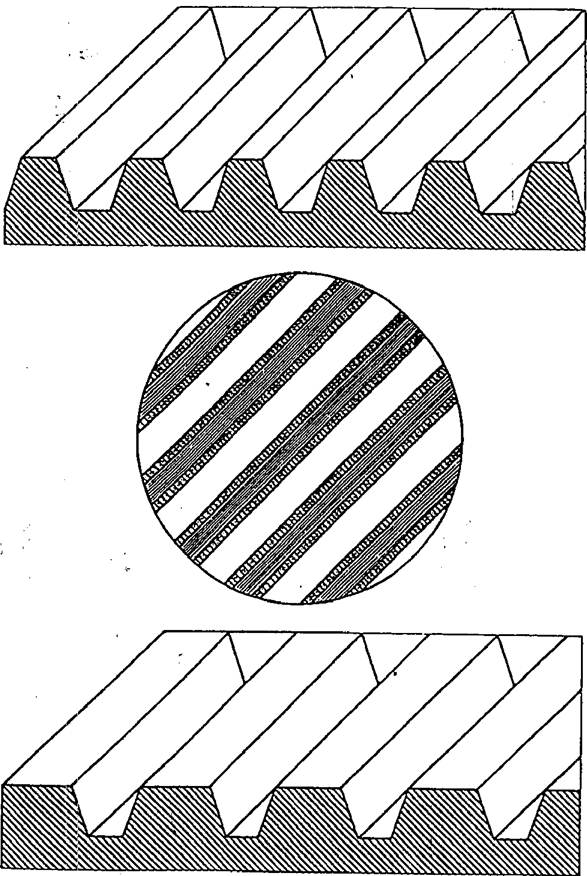
Направление растровой ячейки 45 градусов к оси валика.
Квадратная, прямая пирамида
Остроконечная пирамида Усеченная
пирамида
Линиатура растра и
соотношение ячеек и линий в растре
Число ячеек на единицу площади определяет линиатуру растра
валика с растрированной поверхностью.
Угол пирамиды боковой поверхности ячейки определяет объём
ячейки и тем самым ширину растровой линии между ячейками.
При одинаковом количестве ячеек на единицу площади, например,
80 л/см, можно получить незначительную поверхность ячеек и широкую растровую
линию, а также большую поверхность ячеек и узкие растровые линии. Эта геометрическая
зависимость называется соотношением ячеек и линий в растре.
Ширина растровой линии между поверхностями ячеек влияет не
только на объём переносимого количества печатной краски, но и на способность
сопротивления валика с растрированной поверхностью механическому износу.
В практике флексографской печати выбирается компромисс между
приемлемой "долговечностью" валика с растрированной поверхностью и
желаемым объёмом ячеек.
Теоретический объем переносимой краски
Бытовавшее ранее правило, что валик с низколиниатурным
растром передает больше краски, чем валик с высоколиннатурным растром, потеряло
свою действительность. Передаваемый объем краски у современных растровых
валиков характеризует показатель теоретического объема переносимой краски,
причем вполне возможно, что в зависимости от геометрии ячеек валик с
высоколиниатурным растром способен передать больший объем краски, чем валик с
низколиниатурным растром.
Из геометрической формы ячейки можно высчитать объём в
кубических сантиметрах на площади в один квадратный метр.
Для этого вычисления существует математическая формула,
которую мы здесь не поясняем более подробного для которой поверхность ячейки,
глубина ячейки и угол пирамиды являются параметрами.
Так как по техническим причинам печатания невозможно переносить
количество печатной краски полностью (на 100%) из ячеек на печатную форму,
высчитанный объём считается теоретическим.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д
|
РАСТРОВЫЕ ВАЛИКИ
|
|
|
<
|
|
t
|
я
|
Теоретический обьем
|
передачи краски
|
( см3/м
|
|
i
|
P4
0
|
угол боковой
|
поверхности 90*
|
|
|
|
|
|
Ширина линии (мкм]
|
* ni ^
|
ю
|
15
|
20
|
25
|
30
|
35
|
40
|
45
|
50
|
55
|
60
|
65
|
70
|
|
-
|
20
|
|
|
73.7
|
71.4
|
69.2
|
67,0
|
64,9
|
62.8
|
60.8
|
56,7
|
56.8
|
54,9
|
S3.0
|
|
|
30
|
|
|
46.1
|
44.0
|
41.9
|
39.8
|
37.9
|
36.0
|
34,1
|
32,3
|
30,6
|
29.0
|
27У
|
|
|
40
|
|
|
32.4
|
30.4
|
28.4
|
26.5
|
24,7
|
23.0
|
21.3
|
19.8
|
18,3
|
16,9
|
IslT
|
|
|
50
|
|
|
24,3
|
22.3
|
20,5
|
18,7
|
17,1
|
15,5
|
иГ
|
12.7
|
11,4
|
10.3
|
"9*2
|
|
|
60
|
23.1 '
|
20.9
|
18,9
|
17.1
|
15.3
|
13.7
|
12,2
|
10.8
|
9.5
|
|
|
|
|
|
|
70
|
19.2
|
17,1
|
15,1
|
13.4
|
11.7
|
10.2
|
8,9
|
7,7
|
6.5
|
|
|
|
|
|
|
80
|
16,2
|
14.2
|
12.3
|
10.7
|
9,1
|
7.8
|
6.6
|
5.5
|
4,5
|
|
|
|
|
|
|
90
|
14.0
|
12.0
|
10.2
|
8.6
|
7.2
|
6.0
|
4.9
|
3.9
|
3.1
|
|
|
|
|
|
|
100
|
12,2
|
10.2
|
8.5
|
7.0
|
5.7
|
4.6
|
3.6
|
2.8
|
2.1
|
|
|
|
|
|
|
120
|
9.5
|
7.7
|
6.1
|
4.8
|
3.6
|
2.7
|
2.0
|
1.4
|
|
|
|
|
|
|
|
140
|
7.6
|
5.9
|
4.4
|
3.3
|
2.3
|
1.6
|
1.0
|
|
*
|
|
|
|
|
|
|
160
|
6.2
|
4.6
|
3.3
|
2.3
|
1.5
|
0.9
|
|
|
|
|
|
'
|
|
|
|
190
|
5.1
|
3.6
|
2.4
|
1,5
|
0.9
|
|
|
|
|
|
|
|
|
|
|
2DO
|
4.3
|
2.9
|
1.8
|
1.0
|
*
|
|
|
|
|
|
|
!
|
|
|
|
20
|
|
|
73.6
|
71,4
|
69.1
|
66,9
|
64,8
|
62.7
|
60,7
|
58.7
|
56,7
|
54,8
|
52.9
|
|
^—^
|
30
|
|
|
4бУ
|
43.8
|
41,7
|
39.6
|
37.7
|
35,8
|
33.9
|
32.2
|
30.4
|
28.8
|
27.2
|
|
|
40
|
|
|
32,1
|
30.0
|
28.1
|
26.2
|
24.4
|
22.6
|
21.0
|
19.4
|
ia!o
|
16.6
|
Т5.2
|
|
w
|
50 _
z
0 ^
ж s
|
|
|
23.8
|
21.8
|
20.0
|
18,2
|
16.5
|
15.0
|
13.5
|
12.2
|
ю}э
<
i,
|
9.7
|
6.6
|
|
s
|
60
|
23.0 !
|
20.8
|
18.2
|
17.0
|
15.2
|
13.6
|
12.1
|
10.7.
|
9.4
|
|
i
|
|
|
|
' Г"* ^
|
70
|
19.0
|
16.9
|
|
13,2
|
4,6
|
10,0
|
а,8
|
7.5
|
6,4
|
|
|
|
|
|
80
|
16.1
|
14.0
|
17Г
|
10,5
|
9.0
|
7.6
|
6.4
|
5.3
|
4.3
|
|
|
|
|
|
|
90
|
13.7
|
11.7
|
10.0
|
0.4
|
7.0
|
5.7
|
|
3.7
|
2.9
|
|
|
|
|
|
|
100 и
Ж У
|
11.9
|
9.9
|
В.З
|
6.7
|
5.5
|
4.3
|
3.3
|
2.5
|
1.9
|
|
|
|
|
Схематическое
изображение износа валика с растрированной поверхностью
или цилиндра машины
глубокой печати
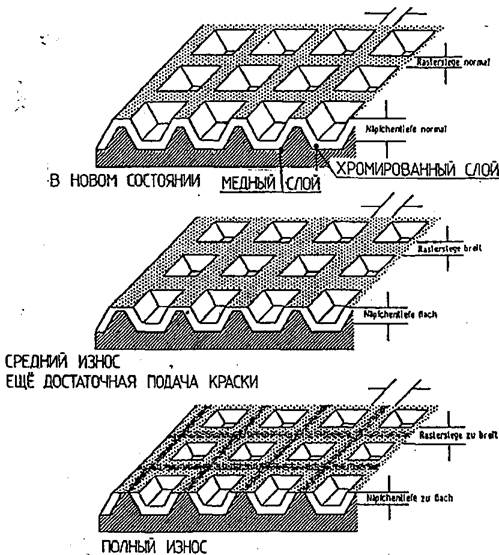
Линии растра обнажены
из-за отсутствия хромированного слоя
Незначительная глубина ячейки (и вследствие этого
значительно уменьшенный объём) влечёт за собой недостаточный перенос краски.
УМЕНЬШЕНИЕ ОБЪЁМА
ПЕРЕНОСИМОЙ КРАСКИ ВСЛЕДСТВИЕ ИЗНОСА ВАЛИКА С РАСТРИРОВАННОЙ ПОВЕРХНОСТЬЮ ИЛИ
ЦИЛИНДРА МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ
Указания по уходу за валиком с
растрированной поверхностью
Значение валика с
растрированной поверхностью для переноса краски флексографской печати уже
отмечено и подчёркнута необходимость достаточной глубины ячейки.
В Германии опытные флексографские печатники применяют для
печатания растровых изображений растровые валики с линиатурой 140 линий (ячеек)
на сантиметр.
Такая высокая линиатура растра требует не только большую
точность в изготовлении самого растрового валика, но и большую аккуратность в
обращении с ним, так как очень узкие перемычки между ячейками тоньше
человеческого волоса и очень чувствительны !
Для нас поэтому остается необъяснимым явлением, когда
кто-нибудь встает в ботинках на растровый валик, чтобы удобнее добраться до
верхнего красочного аппарата!
Крацовки из стальной проволоки, порошки для чистки, тряпки
из очень грубой ткани (например, старые джинсы с пуговицами или застежкой
молнией) также абсолютно непригодны для очистки растровых валиков. Мы советуем
пользоваться мягкой обтирочной ткани из плюша, тонкий ворс которой эффективно
очищает растровые ячейки, не нанося повреждений.
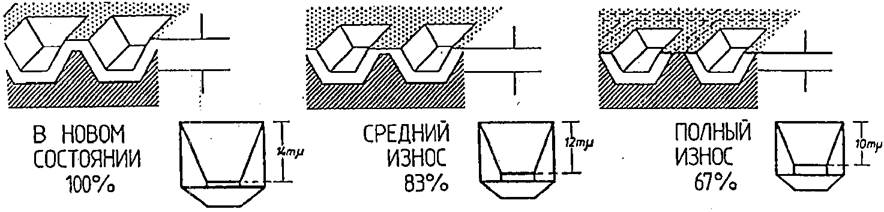
Чтобы подчеркнуть важность надлежащего обращения с растровым
валиком, приводим для наглядности рисунки на следующей странице.
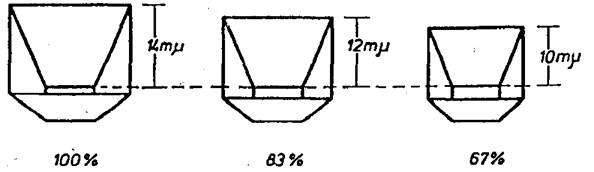
Схематические изображения отчетливо показывают, что
происходит с растровым валиком вследствие механического износа: перемычки
становятся шире, отдельные ячейки более плоскими, а объем передачи краска
уменьшается.
Путем измерения мы установили уменьшение толщины хромового
покрытия на 2 микрона (2/1000 мм) ведет к сокращению объема передачи краски
почти на 17%, а при истирании в 4 микрома (4 / 1 000 мм ) почти одна треть
(33%) теоретического объема передачи отсутствует физически !
Уверены, что каждый сможет определить сам, как быстро
толщина хромового покрытия уменьшится на 4 микрона вследствие истирания.
Поэтому аккуратное, осмотрительное обращение с растровыми валиками является
непременным условием!
ДЛЯ ПЕРЕНОСА КРАСКИ
ВАЖНО,
ВАЛИК С РАСТРИРОВАННОЙ
ПОВЕРХНОСТЬЮ

Уменьшение износа валика
с растрированной поверхностью
Тонкие металлические линии валика с растрированной
поверхностью требуют очень тщательного обращения ! 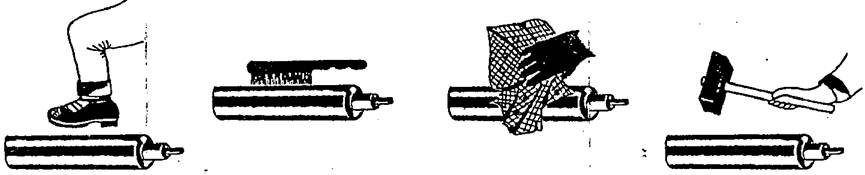
НЕ ПОЛЬЗОВАТЬСЯ ЖЕСТКИМИ ЩЁТКАМИ ИЛИ ТРЯПКАМИ!
ПОЛЬЗУЙТЕСЬ ДЛЯ ЧИСТКИ
ЦИЛИНДРА СПЕЦИАЛЬНОЙ ТРЯПКОЙ ИЗ ПЛЮША !