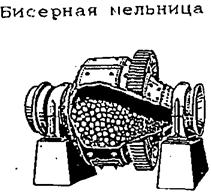
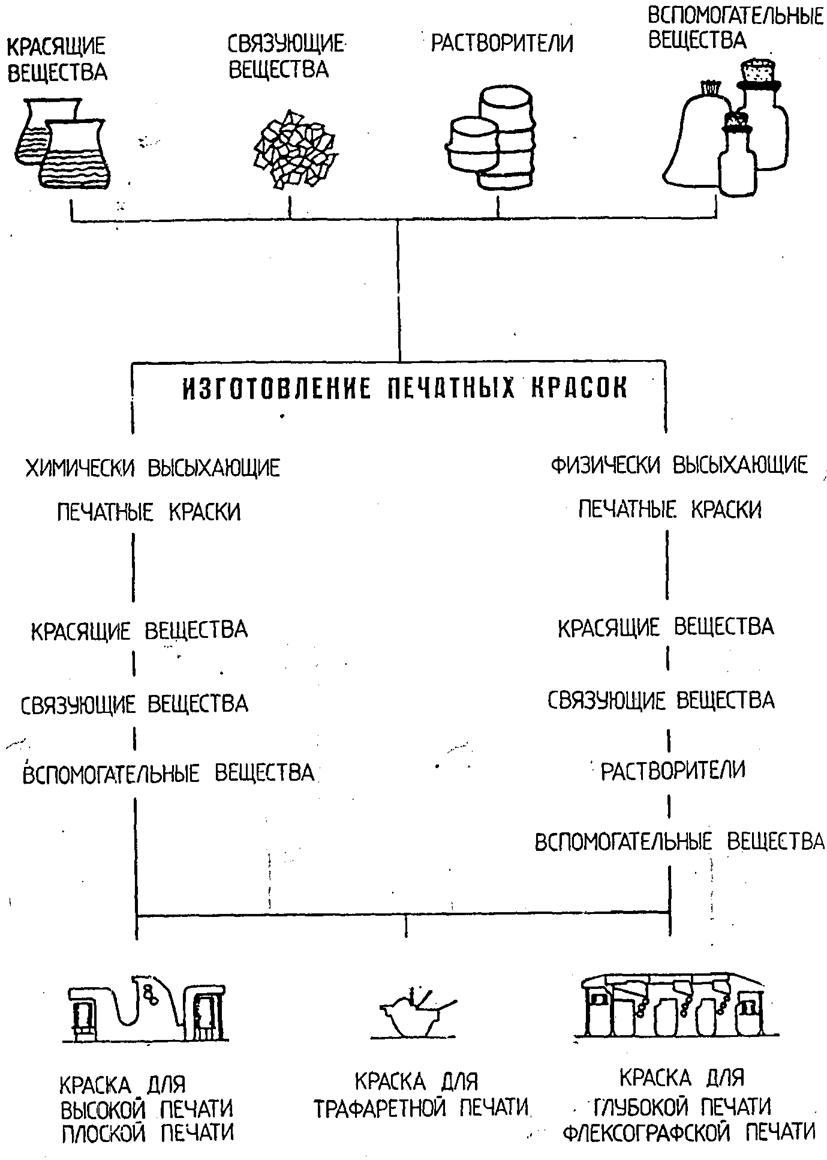
Эластичные упаковки: Флексографские краски: вспомогательные вещества, вязкость, температурная зависимость, диспергирующее оборудование
4) Вспомогательные вещества
Собирательным понятием "вспомогательные вещества" мы обозначаем добавки, которые могут придавать специальные свойства печатной краске в соответствии с поставленными задачами: улучшение сопротивления истиранию, улучшение закрепления на запечатываемом материале, регулирование текучести и вязкости, улучшение диспергирования, предотвращение ценообразования и др. Общий процент содержания всех вспомогательных веществ в печатной краске составляет максимально 5%,что подтверждает высокую тс эффективность и требует тщательной дозировки.
Подмешивание воздуха (красочный насос, свободное падение) в водорастворимую печатную краску может привести к пенообразованию. Но только лишь несколько капель соответствующего пеногасителя устраняют пенообразование в красочном резервуаре или в циркуляционном насосе. Неконтролируемые добавления или слишком большая доза напротив приводят скоро к неполадкам в процессе печатания.
Поэтому потребитель у печатной машины, применяя вспомогательные вещества, должен обязательно принимать во внимание типы вспомогательных веществ и их дозировку, рекомендуемые изготовителем печатной краски.
Вязкость
Реологические свойства ( внутреннее трение, вязкость ) какого-либо продукта определяют самыми различными методами измерения, как например ротационными вискозиметрами, шариковыми вискозиметрами, вискозиметрами с пузырьком воздуха, пластинчатыми вискозиметрами.
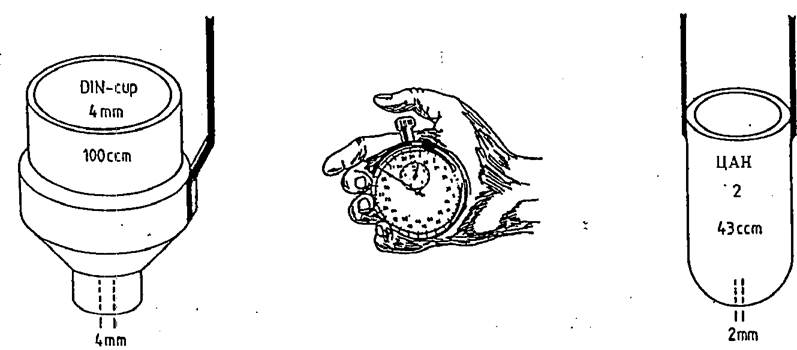
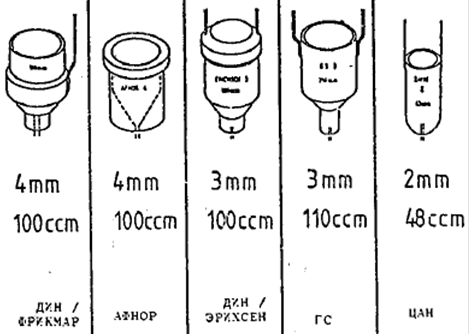
Для жидких печатных красок в области флексографской и глубокой печати применяют воронку с отверстием по ДИН 53211 в качестве эквивалента для измерения действительной вязкости, замеряя в секундах (сек.) время истечения краски.
В Германии время истечения красок для флексографской и глубокой печати измеряют при помощи стандартизированной ДИН-воронки с диаметром сопла 4 мм.
В области иллюстрационной глубокой печати (толуоловые краски глубокой печати) и частично в области глубокой печати на упаковочных материалах, применяют вискозиметры с воронками, диаметр сопла которых составляет 3 мм.
В других странах, как например, в Скандинавии или США время истечения замеряют с ЦАН-воронкой, которая помимо своей меньшей вместимости (43 куб.см) имеет сопло диаметром только в 2 мм.
Замеренное на различных вискозиметрах время истечения не идентично друг с другом, а в существующих пересчетных таблицах даются только приблизительные значения.
Например: 25 сек. / ДИН-воронка 4 мм / 20 "С соответствует примерно 35 сек. / ЦАН-воронка 2 мм / 20 "С.
Для определения вязкости обязательно должны указываться метод измерения и температура !
Вязкость, выраженная временем истечения ( в секундах )
Вязкость, выраженная временем истечения (в секундах )
|
|
|
||||
|
ОБЩЕУПОТРЕБИТЕЛЬНЫЕ В ЕВРОПЕ ВИСКОЗИМЕТРЫ |
|||||
|
|
|||||
|
|
32" |
41" |
84" |
294" |
43" |
|
|
24" |
30" |
55" |
195" |
32" |
|
|
22" |
27" |
52" |
165" |
28" |
|
|
20" |
25" |
46" |
146" |
27" |
|
|
19"; |
23" |
42" |
126" |
25" |
|
|
18" |
22" |
40" |
112" |
23" |
|
|
17" |
21" |
38" |
105" |
22" |
|
|
16" |
20" |
'34" |
85" |
21" |
|
|
15" |
18" |
31" |
68" |
19" |
|
|
14" |
18" |
29" |
60" |
19" |
|
|
14" |
17" |
28" |
56" |
18" |
|
|
! 13" |
16" |
26' |
47" |
17" |
|
|
13" |
16" |
26" |
44"^ |
17" |
|
|
13" |
16" |
25" |
42" |
17" |
|
|
12" |
16" |
24" |
39" |
17" |
|
ЭТИЛОВЫЙ СПИРТ |
10' |
11" |
19" |
22" |
14" |
Температурная зависимость
Температура флексографской краски важна не только для определения вязкости (сравниваемые результаты измерений), но и для поддержания постоянных величин оптической плотности в процессе передачи краски при тиражном печатании. -
Небольшое количество краски в красочном резервуаре (по сравнению с большим количеством в циркуляционном насосе) облегчает восприятие краской температурного режима помещения (рабочей температуры в зоне печатной машины).
Подогретый, как правило, воздух промежуточной сушки нагревает полотно запечатываемого материала, которое в свою очередь в ходе печатания тиража постепенно нагревает печатную форму (цилиндр) и также постепенно передает это тепло краске при погружении в красочный резервуар (особенно во второй и последующих печатных секциях).
В результате постепенного нагревания печатной краски при печатании тиража изменяется также и ее вязкость.
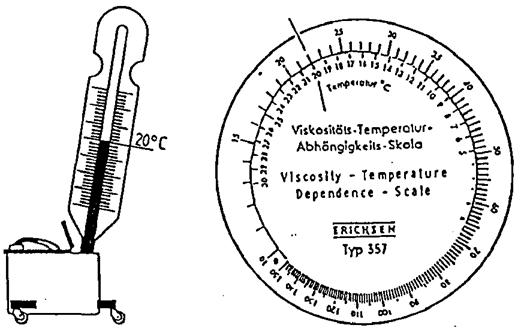
В каком объеме вязкость зависит от температуры, демонстрирует "Шкала зависимости вязкость - температура": на приведенном рисунке на шкале сделана маркировка температуры в 20 "С и вязкости в 22 сек.
Если в данном примере температуру понизить до 9 °С, тогда вязкость поднялась бы почти до 40 сек. И наоборот, если температуру повысить до 27 ос, вязкость упала бы почти до 15 секунд!