Флексографские краски: выбор
пегментов, красящая сила, смачивание и диспергирование пигментов, микроснимки
печатных красок, сажи и текучесть красок
Выбор пегментов для
печатных красок
Для печатания
полутоновых растровых изображений необходимо на первом рабочем этапе
регламентировать подходящую цветовую шкалу, и это не только
"образно", как например "теплая или холодная" красная, но и
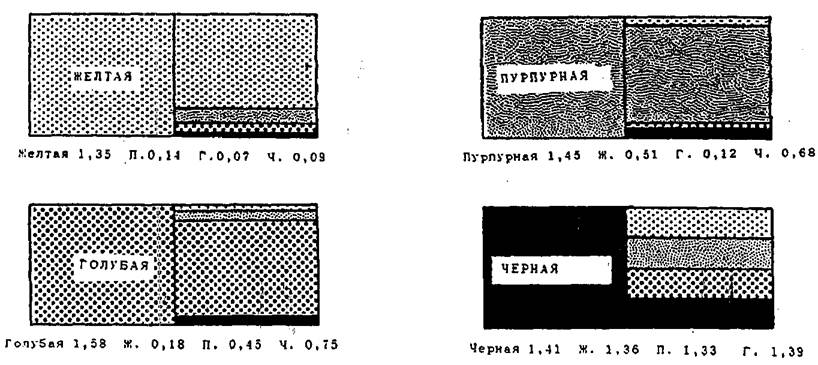
технически, посредством измерения величин оптической плотности. Измерение в
трех светофильтрах при помощи-денситометра отраженного света позволяет
определить доли дополнительного цвета и серого тона (мутности) для каждой
триадной краски. Это значит, что, например, пурпурная (триадная красная)
содержит также долю желтой, голубой (триадной синей) и черной (мутности),
которую можно выразить измеренными значениями.
Пример использования
дополнительных цветов
Посредством
изменения оптических плотностей можно определить цветовые тона, установить
координаты на графике цветности и выразить их в цифровых значениях, что
оказывает большую помощь в совместной работе между техническими специалистами
Фото- репродукционных предприятий, изготовителями печатных Форм, полиграфистами
и изготовителями печатных красок.
Приведенные выше
цифровые значения процентной доли дополнительных цветов являются только
примером четырехкрасочной шкалы, измеренные! при помощи денситометра
отраженного света. Координаты цветности можно, конечно, определять и при помощи
спектрофотометра: измерение будет точнее, но и дороже, а также даст в
результате измененные цифровые значения, которые всегда зависят от метода
измерения и измерительного инструмента.
Особенно для
печатания цветных изображений, технически точнее называемых растрированной
полутоновой печатью, важно по возможности правильно передать, т.е. напечатать
воспроизводимые тоновые градации. Это без измерительной техники невозможно, и
уже названные денситометры отраженного света хорошо зарекомендовали себя для
этих целей в - полиграфической технологии. Также и изготовитель печатных красок
работает с названной измерительной техникой и должен при выборе пигментов для
триадных красок учитывать полученные результаты измерений. Как раз это и
послужило основанием тому, что испытанные контрольно-измерительным способом
триадные краски мы называем "Растровые краски DW", где "DW"
является сокращением немецкого термина "Dichtewert" (по-русски
"оптической плотности").
В области
офсетной печати существуют стандартизированные цветные шкалы, например,
ЕВРОПЕЙСКАЯ триада. Чтобы получить право использовать название "ЕВРОПЕЙСКАЯ
триада", европейские изготовители печатных красок обязаны представить в
Европейскую Комиссию пробные оттиски, а также "сырые образцы" своих
красок для получения разрешения в пределах регламентированных допусков.
Для флексографской
печати подобной регламентации нет. Поэтому чтобы не вступить в конфликт с
существующими нормативами, мы говорим о триадных красках как об "аналогах
ЕВРОПЕЙСКОЙ триады" или сокращенно "ЕВРО-аналогах". Все же для
полного понимания мы пользуемся во флексографской печати такими же специальными
терминами и понимаем под ними, говоря о триадных красках, желтую, пурпурную,
голубую и черную.
Красящая сила
Красящая сила не
является каким-то воображаемым параметром или индивидуальным восприятием
каждого, а также поддается измерению.
Для растровой флексографской
печати полутоновых изображений требуемая красящая сила определяется при помощи
измерительной техники, вот почему и были разработаны специальные триадные
краски.
Эти триадные
краски имеют повышенную концентрацию пигмента и соответственно более высокую
вязкость, чем обычные стандартные или базовые краски. В большинстве случаев их
нельзя брать для печати прямо из банок, бочек или контейнеров.
Если начинается
тиражное печатание с новым растровым валиком, передающим краску в полном
объеме, например, для бумаги и пленок растровый валик со 140 лин./см и с
теоретическим объемом передачи краски 18,3 см$ на м3, а для
предварительно запечатанного гофрированного картона растровый валик с 80
лин./см и с теоретическим объемом передачи краски 22,4 см3 на м*, красящая
сила "чистой" триадной краски оказывается слишком высокой, а объем
передаваемой краски слишком большим в сравнении с воспроизводимыми тоновыми
градациями и пробным оттискам ("флексо-пруф").
Для получения
соответствия с градационными, характеристиками пробного оттиска млн
соответствия качества печати с оригиналом красящую силу чистой триадной краски
необходимо уменьшить добавлением связующего, то есть интенсивность печатной
краски корректируют до начала печатания тиража.
Количество
добавляемого связующего может составлять 100% И более, что зависит от сюжета и
репродуцирования.
В ходе печатания
тиража ( очень высокая тиражность сюжетов или поочередное многотиражное
печатание различных сюжетов ) вследствие механического износа постоянно
уменьшается объем передачи краски растровым валиком.
С целью
компенсации износа растра и возможно долгого использования растрового валика
(по возможности полгода или дольше) количество добавляемого связующего
уменьшают таким образом, чтобы соотношение печатной краски и связующего стало
"управлявшим инструментом".
Если требуемое
качество печати возможно достигнуть только лишь с применением чистой
высококонцентрированной триадной краски, это верный признак того, что объем
передаваемой краски растровым валиком слишком мал, его ячейки слишком мелкие,
баланс красящей силы краски невозможен, т.е. наступил тот момент, когда растровый
валик должен быть заменен.
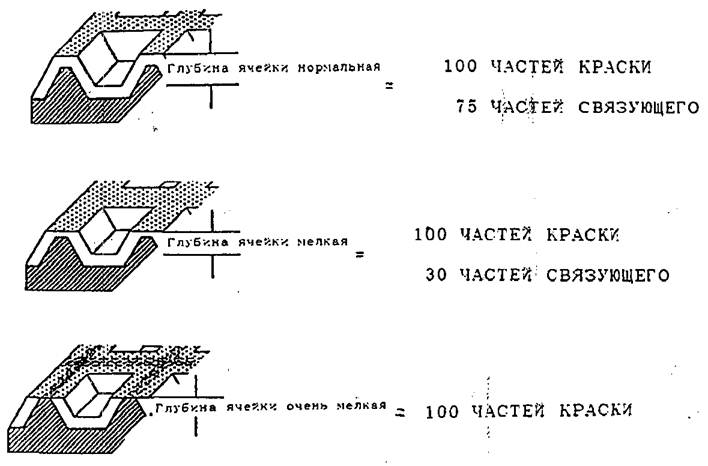
Ниже мы
показываем три из многих вариантов подгонки соотношения "краска : связующее"
к изменяющемуся объему передаваемой краски растровым валиком*.
Смачивание и
диспергирование пигментов
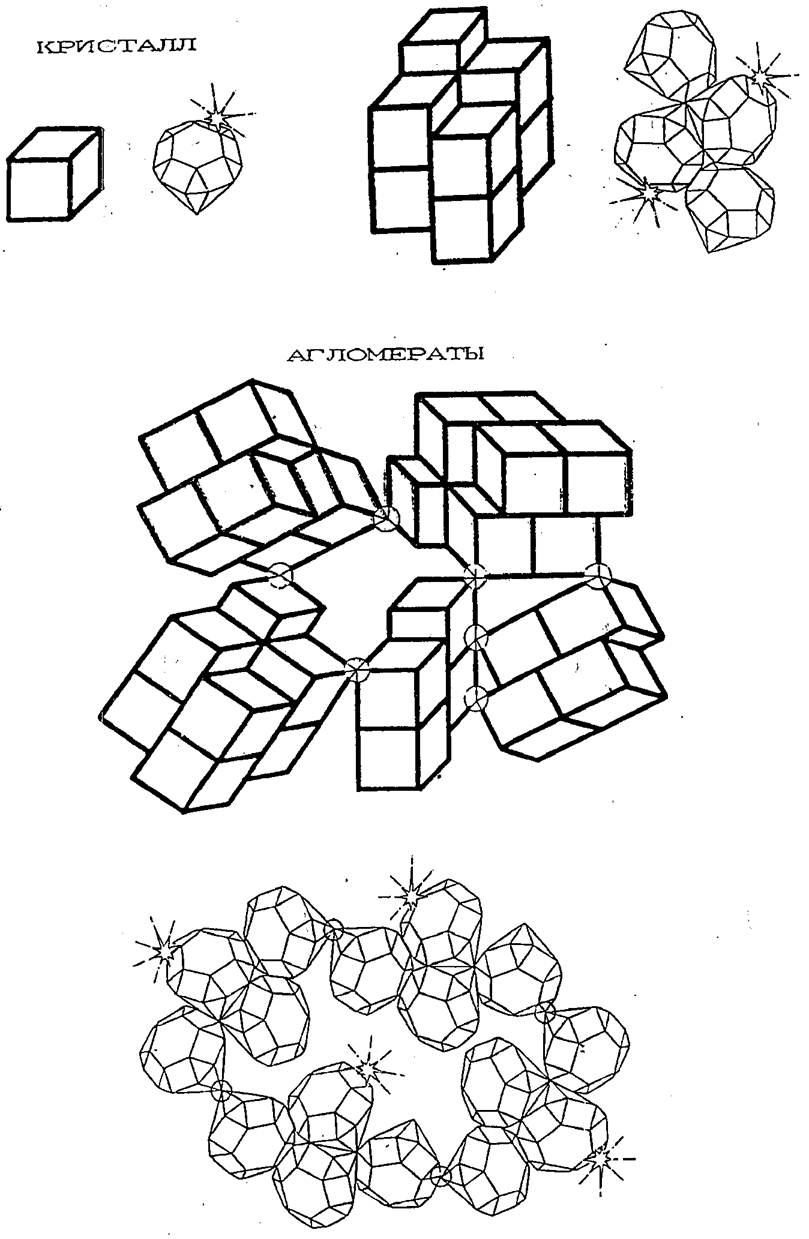
Наимельчайшую
частицу пигмента мы называем "кристаллом". В школе мы проходили:
наименьшая часть материи есть атом, несколько атомов образуют молекулу. До сих
пор это все еще мерно и кристалл состоит из нескольких молекул. В процессе
изготовления пигментов вначале получают кристаллы самых разнообразных Форм, как
например игольчатые, пластинчатые, октаэдрические или кубические. Кристаллы, к
сожалению, не остаются в. одиночном виде, а сливаются вместе за счет действия
электромагнитных сил, немедленно образуя "агрегаты". Агрегаты, в свою
очередь, тоже не остаются в одиночестве и, подобно электромагниту, создают по
углам, остриям и сторонам более крупное образование, называемое «агломератами».
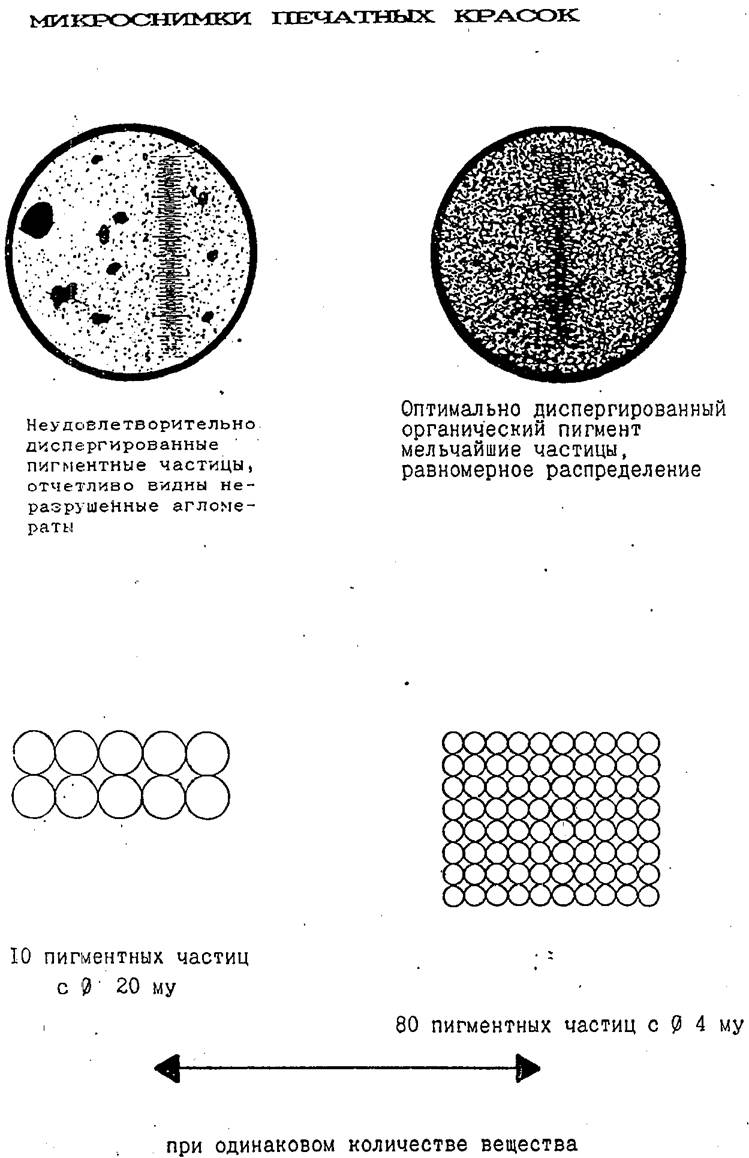
Самая важная
задача при изготовлении печатных красок заключается в том, чтобы разрушить
агломераты, разделив их на агрегаты и кристаллы, одновременно с этим смачивать
и обволакивать их (диспергировать) связующим или олифой, не допуская повторного
воссоединения* Диспергирование осуществляется при помощи самого различного оборудования,
например, на краскотерочных машинах, в диссольверах, роторных и бисерных
мельницах. Диспергирование имеет целью получить равные по размерам кристаллы и
агрегаты, но без агломератов. Процесс диспергирования необходимо проводить под
тщательным наблюдением, чтобы не разрушить яркие кристаллы пигментов, так как
"приятный желтый" можно превратить в "противный серый",
если процесс диспергирования ведется неправильно или слишком долго.
Тщательно
перетертая печатная краска может быть разрушена в своей системе непреднамеренно
и незаметно оператором печатной машины - следовательно разбавитель
(растворитель или вода) должны добавляться всегда только тонкой струйкой при
одновременном перемешивании краски. Если разбавитель влить сильной струёй или
просто выплеснуть в краску, тогда в результате действия силы сдвига мгновенно
вымываются миллионы пигментных частичек, лишаясь своей защитной оболочки из
связующего, сливаются и снова образуют агломераты, которые больше не поддаются
разрушению ни перемешиванием в насосе, ни в красочном резервуаре. Потеря
красящей силы краски и непредвиденные сложности в процессе печатания могут
стать огорчительным следствием неправильного добавления разбавителя.
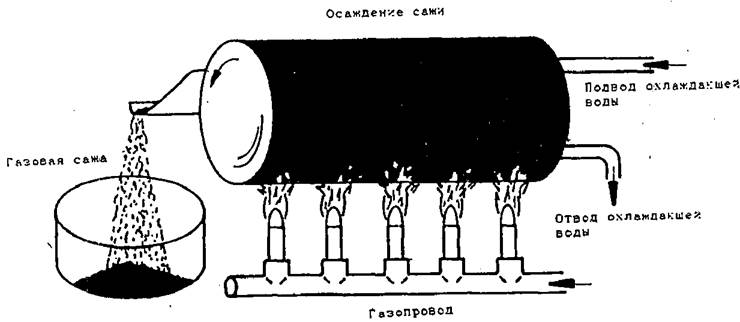
в) Сажи
Исходной базой для изготовления чёрной
печатной краски являются различные сажи: как то пламенная сажа, газовая сажа,
печная сажа, термическая сажа и ацетиленовая сажа.
Пламенную сажу получают при сжигании
масла и нафталина при задросселированной подаче воздуха.
Газовая сажа получается при сгорании газа
и газифицированных масел.
Печная сажа изготовляется при сжигании
нагретых масел, которые под большим давлением и дозированной подаче воздуха
впрыскиваются в специальные печи.
Термическая и ацетиленовая сажа
получаются при распаде метана и ацетилена в камерах с высокой температурой.
Выбор сажи для изготовления печатных
красок для флексографии определяют сведения о различных свойствах разных сортов
сажи и требования печатной техники.
Текучесть (реология)
Текучесть (реологические свойства)
печатных красок зависит от выбранных пигментов, связующего и растворителя, или
соответственно от их сочетания и количественного соотношения.
В сравнении с обычными базовыми или
стандартными красками, повышенная концентрация пигментов в красках серии
"DW" является основанием для более высокой вязкости. В Германии
вязкость (время истечения) измеряют при помощи стандартизированных ДИН-воронок
с диаметром сопла 4 мм. В других странах принято; измерять при помощи
ЦАН-воронок с диаметром сопла 2 мм. Методы измерения идентичны, но результаты
измерений различны.
Так вязкость поставленной растровой
краски "DW" может лежать
выше 50 секунд/ ДИН-воронка 4 мм/ 20°
Цельсия,
что приблизительно соответствует
65 секундам/ ЦАН-воронка 2 мм/ 20°
Цельсия,
и зависит от температуры печатной краски
и возможной тиксо- тропности краски.
Такая довольно необычно высокая вязкость
требует другого обращения с краской. Изготовитель печатных красок охотно
предоставит информацию, помогающую облегчить работу с триадными красками.
