|
|
|
Таблица 1. Соотношение размера гексагональной (60°) ячейки и диаметра точки на форме
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Анилокс был сердцем флексографского печатного процесса с момента появления этой технологии и остается жизненно важным компонентом и по сей день. С каждым важным шагом в развитии флексографской технологии, начиная от внедрения негативного ракеля и керамического покрытия анилоксовых валов и продолжая последними разработками, такими как HD Flexo, необходимо учитывать, как должен меняться анилокс для достижения наилучших результатов. Никогда еще печатники не имели такого выбора анилоксов, как в наши дни. За счет развития лазерной технологии каждый производитель анилоксов производит и продвигает целый ряд различных форм ячеек и профилей гравирования. Назову лишь несколько: EFlo, IPro, GTT. Однако такое богатство выбора зачастую приводит к замешательству по поводу того, что же лучше для вашего печатного процесса. Стандартизация, выполненная для какой-либо одной формы ячеек, может быть успешной, но зачастую то, что хорошо работает на печати плашек, не всегда дает лучший результат на растровой печати.
Может ли попытка подобрать единственный, универсальный параметр анилокса для вашего спектра задач означать, что вам придется искать компромисс в качестве или эксплуатационных характеристиках? К сожалению, рынок завален примерами убытков, понесенных из-за дорогостоящих экспериментов по внедрению такого подхода. Мы же предложим некоторые варианты решения, не усложняя постановки проблемы.
Так какова же фундаментальная задача анилокса? Единственная функция анилокса — передача равномерной красочной пленки на поверхность флексографской формы. Не больше и не меньше. Слишком тонкая красочная пленка вызывает такие дефекты печати, как низкая оптическая плотность и неравномерная заливка. Слишком большое количество краски может вызывать такие проблемы, как растаскивание, слияние точек, грязь на печати. В общем случае флексотех- нология прощает многие ошибки, позволяя печатникам делать многие вещи разными путями, за счет этого использование неправильного анилокса не всегда очевидно.
Однако потребности рынка приводят к тому, что нужно печатать с более высоким качеством,быстрее, чаще менять тиражи, снижать расходы на приладку и общие издержки. Только лишь для того, чтобы оставаться конкурентоспособным, печатнику жизненно важно понимать и контролировать каждую часть печатного процесса, чтобы отвечать требованиям его заказчиков. Это означает, что правильный выбор анилокса остается фундаментальным. Основные два вопроса все те же: с какой линиату- рой? с каким объемом ячеек?
Так какие же шаги нужно предпринять для правильного подбора анилокса? Что определяет толщину красочной пленки, переносимой анилоксом, и какая форма ячейки обеспечивает наилучший перенос краски?
Для аналогии давайте устроим кофе-брейк. Представим форму ячейки как чашку и блюдце для кофе капучино. Если и чашку, и блюдце наполнить кофе доверху, что будет проще донести до столика, не расплескав? Конечно же, чашку! Блюдце достаточно наклонить на несколько градусов, чтобы значительный объем кофе вылился. На основании этого приходим к пониманию, какой формы ячейка имеет возможность быстрее отдавать или переносить большую часть жидкости. Логично, что широкая и мелкая, близкая по форме к блюдцу. С другой стороны, если вы хотите заказать большую порцию кофе, вы, естественно, попросите налить его в чашку для капучино. Выбор анилокса — та же самая задача. Ячейки большего размера вмещают больше краски, широкая пологая форма ячейки позволяет переносить больше краски, но гораздо хуже контролируется. Это критически важно понимать при попытке подобрать корректный слой красочной пленки.
|
|
|
Таблица 1. Соотношение размера гексагональной (60°) ячейки и диаметра точки на форме
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Еще один важный фактор — как много краски переносится ани- локсом в печатном процессе: кра- скоперенос. Многие думают, что, как в случае с кофе, можно опустошить анилоксовую ячейку, оставив лишь небольшой остаток жидкости на дне «чашки». Этот миф иногда поддерживается «энтузиастами», но утверждение, что анилокс может отдавать до 70-90% от объема ячейки, однозначно является ложным. Реальность, основанная на измерениях переноса краски, показывает, что, в зависимости от формы ячейки, вязкости краски, скорости печатной машины, краскоперенос обычно находится в диапазоне 25-50%. К сожалению, это означает, что 50-75% краски остается в ячейке. Не стоит удивляться, что проблема очистки ани- локсов и поддержания их краско- переноса является злободневным фактором и существенной статьей затрат.
Что ж, закончим наш кофе- брейк и вернемся к флексографии. Если нужна толстая красочная пленка для более высокой плотности и лучшей укрывистости, то потребуется либо ячейка большего размера, либо ячейка такой формы, которая способна переносить большее количество краски. С другой стороны, если есть такие пробле- I мы, как слияние точек и грязь на растре, то нужно снизить толщину красочной пленки за счет сокращения размеров ячейки. Простая концепция, но все более сложная в применении, учитывая факт роста спроса на печать с высоким разрешением, при которой точки становятся все меньше и меньше. Для примера: диаметр точки на
форме с разрешением 150 л/дюйм (59 л/см) всего 19 мкм. По правилам определения линиатуры анилок- са (в соответствии с отношением диаметра ячейки к диаметру точки) это означает, что потребуется анилокс с линиатурой 1120 л/дюйм или 440 л/см.
Естественно, чем выше линиату- ра анилокса, тем меньше открытие ячейки (диаметр). Однако снижение открытия ячейки сопровождается соответствующим снижением ее глубины, результатом чего является снижение ее объема (табл. 1). Даже у самых современных мультиим- пульсных лазерных технологий гравирования есть естественный предел объема ячейки, который может быть достигнут в рамках определенной линиатуры. Большинство производителей анилоксов предлагают свои таблицы рекомендуемых значений объема ячейки в зависимости от линиатуры. В основе этих таблиц лежит отношение глубины ячейки к ее открытию (диаметру на поверхности), оптимальным значением которого является 25-30%.

Поддержание соотношения глубины ячейки к открытию ячейки в диапазоне 25-30% важно для поддержания стабильного краскопереноса из ячейки анилокса
Это обеспечивает хорошую передачу краски из ячеек, но что же происходит, если требуется больший объем ячейки в случаях печати низкопигментированными красками или печати по впитывающим материалам - бумаге или бурому картону? Например, возможно ли для линиатуры 1120 л/дюйм (440 л/см) сделать ячейку с переносом 5 или 6 см3/м2? Это попытка раздвинуть границы того, какая ячейка может быть изготовлена при определенной линиатуре анилокса. Проблема, однако, в том, что при попытке увеличить глубину ячейки отношение глубины и открытия ячейки также увеличивается. Неоспоримым и многократно доказанным является факт важности поддержания этого соотношения в оптимальных границах. С его ростом происходит пропорциональное снижение отдачи краски, а в результате большее количество краски остается в ячейках, они быстро забиваются краской, ускоренно снижается оптическая плотность, возникают дефекты, потребность в остановке и простоях для очистки.
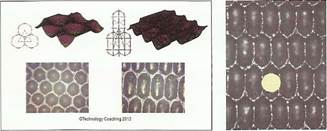
Решением этой проблемы в компании Pamarco стала разработка технологии вытянутой ячейки, названная EFlo. Ячейки EFlo имеют двойную длину в направлении печати, что обеспечивает несколько преимуществ. Во-первых, удлиненные ячейки EFlo вмещают и переносят на печатную форму гораздо большее количество краски в сравнении с традиционной 60-градусной ячейкой. Во-вторых, угол наклона ячеек составляет постоянную величину 75°, что исключает возникновение муара при печати с формы
|
Сравнение формы вытянутой ячейки EFlo и гексагональной ячейки |
с флексографскими углами растрирования. И наконец, что наиболее важно для результата печати, форма ячейки в направлении печати гораздо ближе к «блюдцу», что обеспечивает гораздо лучший выход краски на печатную форму Это означает, что линиатура ани- локса может быть повышена без компромисса относительно соотношения глубины и открытия ячейки, обеспечивая хорошую опору точки одновременно с равномерной красочной пленкой на поверхности формы. Ячейки анилокса дольше остаются чистыми, что помогает снизить время и расходы на подготовку производства, замедлить снижение оптической плотности и повысить качество.
С тех пор как в 2010 г. было представлено гравирование EFlo, технология вытянутой ячейки была опробована во всех вариантах флексограф- ской технологии и сейчас широко применяется как отраслевой стандарт в существенном количестве высококачественных флексографских работ, в том числе для печати по бурому гофрокартону, печати гибкой упаковки и этикетки с применением технологии HD Flexo.
Совсем недавно команда европейского подразделения Pamarco в сотрудничестве с ведущим глобальным производителем гибкой упаковки провела исследование, целью которого была выработка оптимального решения для повышения качества печати одновременно со снижением расходов на подготовку производства. Проект, в дополнение к определению видения клиентом будущего его печати, имел целью применение технологии Pamarco для сокращения ассортимента анилоксов, что особенно важно для печати коротких тиражей (за счет меньшего количества заменяемых элементов печатного процесса).
Заказчик провел серию тестов на печати с использованием двух анилоксов Pamarco, отгравированных полосками с различными параметрами. Один тест — с целью улучшения таких параметров, как растаскивание и оптическая плотность на растровых работах с линиатурой печати 200 л/дюйм (80 л/см) с использованием форм HD Flexo, другой — для оптимизации комбинированных изображений, включающих плашки, линии и полутоновые работы.
Линиатура анилоксов с гравированием EFlo составляла от 360 до 1200 л/дюйм (от 140 до 475 л/см). Одним из выделяющихся результатов теста стала способность EFlo переносить большой объем краски при печати плашки даже с линиатурой до 700 л/дюйм (275 л/см). Помимо этого, значительный эффект принесло микрорастрирование плашки на форме, обеспечив отсутствие «дырок» и плотность, как минимум на 30% большую в сравнении с стандартными анилокса- ми и формами.
Заключением по результатам тестов стало решение снизить количество различных вариантов лини- атур анилоксов до всего лишь трех, чтобы эффективно организовать работу с короткими тиражами {табл. 2).
|
Таблица 2. Оптимизация парка анилоксовых валов |
|
Задачи печати |
Спецификация анилоксов Eflo HD |
|
4-цветная печать до 200 л/дюйм (80 л/см) |
1200 л/дюйм (475 л/см) х 3,8 см3/м2 |
|
Полутона, тонкие линии, плашки |
700 л/дюйм (275 л/см)х 6,5 см3/м2 |
|
Сплошные заливки и линии |
360 л/дюйм (140 л/см) х 9,5 см3/м2 |
Не стало сюрпризом, что использование трех разных комбинаций печатных форм и монтажных лент имело гораздо большее влияние на параметры растаскивания, оптическую плотность, чем любые отличия в линиатурах анилоксов. Важным фактом, о котором следует помнить, является необходимость проведения оптимизации и стандартизации при используемых печатных формах до того, как будут вноситься значительные изменения в парк анилоксов.
А если наоборот?
Несмотря на успехи технологии EFlo, Pamarco не стоит на месте и постоянно бросает вызовы сложившимся в отрасли подходам, чтобы установить реальные факты по проблематике выбора анилокса, идеально отвечающего требованиям конкретного печатного процесса.
Например, хотя это и звучит нелогично, почему бы не рассмотреть возможность снижения линиатуры анилокса в целях улучшения качества печатного процесса?
|
Таблица 3. Результаты эксперимента
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продукция производится с 1999 года.
|
|
Годами производители анилоксов рекомендуют печатникам повышать линиатуру анилоксов для обеспечения соответствующей опоры все уменьшающимся в размерах точкам на флексографских формах. Обратной стороной уменьшения размеров ячеек является снижение прочности анилоксов вследствие уменьшения толщины стенок ячеек и связанного с этим снижения стойкости к царапинам, полосам и преждевременному износу поверхности. Опыт, полученный в результате экспериментов с EFlo, продемонстрировал, что совсем не обязательно поддерживать 100% всех точек, чтобы чисто печатать растр и тонкие линии. Зачем же тогда увеличивать линиатуру анилокса, если то, что вам требуется — это уменьшение количества краски на форме?
Для того чтобы опробовать данную концепцию, Pamarco в сотрудничестве с ведущим производителем гибкой упаковки в США провела тесты на разных линиатурах печатных форм, используя анилокс, отгравированный полосами по стандартной 60-градусной технологии.
Заказчик использовал анилоксы с линиатурой 600 л/дюйм (240 л/см) с объемом ячеек 6,5 см3/м2 для печати комбинированных работ (полутоновых изображений, линий, плашек) с оптической плотностью плашки от 1,65 до 1,70 и анилоксы с линиатурой 900 л/дюйм (360 л/см), 4,0 см3/м2 для печати растровых изображений с оптической плотностью плашки 1,40-1,45. Целью тестов было установить, возможно ли использовать более прочный анилокс с пониженной линиатурой без вреда для чистоты оттисков.
Конечным результатом тестирования явилась возможность использовать анилоксы с меньшей линиатурой и меньшим объемом ячеек, обеспечивающие примерно равную оптическую плотность и растискивание. Исследование ясно продемонстрировало, что снижение отношения глубины ячейки к ее открытию за счет применения более низкой линиатуры (увеличение открытия) и объема ячейки (уменьшение глубины) привело к улучшению передачи краски, приемлемому растискиванию, чистой печати и хорошим плотностям плашек.
В заключение несколько советов по выбору линиатуры анилоксового вала.
♦ Оцените имеющийся парк анилоксов, чтобы установить, валы с каким объемом ячейки позволяют вам корректно, без дефектов получать равномерную оптическую плотность, используя выбранные формы, ленту, краски, запечатываемый материал.
♦ Если таких валов нет, закажите тестовый вал, отгравированный полосами с разными характеристиками.
♦ Выберите минимально возможную линиатуру для выбранного объема ячейки.
♦ Если требуется увеличить линиатуру для более тонких работ, рассмотрите технологию EFlo с вытянутой ячейкой для повышения объема ячейки и поддержания хорошего переноса краски.
Единственная задача анилокса — переносить точное и равномерное количество краски для создания красочной пленки на печатной форме. Красочная пленка определяется объемом ячеек, а не линиатурой, но снижение линиатуры может помочь улучшить качество переноса краски. Возможно, пришло время переосмыслить и оптимизировать ассортимент ваших анилоксовых валов — этой важной детали флексографской технологии — для обеспечения стабильного качества печати, постоянства результатов и износостойкости.